Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
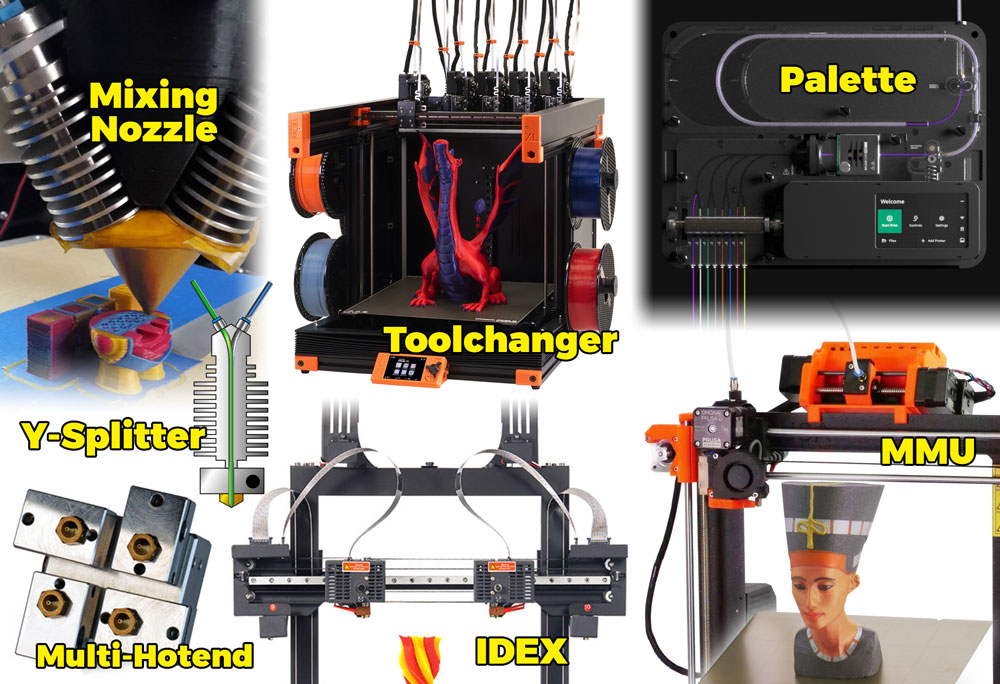
Es gibt zahllose verschiedene FDM-Druckerarchitekturen, mit denen man in Farbe - oder sogar mit unterschiedlichen Materialien - drucken kann. Alle haben ihre Vor- und Nachteile in Sachen Vielseitigkeit, Geschwindigkeit, Abfallproduktion, Fehleranfälligkeit, Druckqualität oder Anschaffungspreis. Wir wollen im Folgenden die unterschiedlichen Lösungen und ihre Eigenheiten vorstellen.
Kernaspekte beim Multi-Farb- bzw. Filament-Druck, auf die man achten sollte, sind:
a) Farbwechselgeschwindigkeit
Die Farbe muss -je nach Druckobjekt- in jeder Schicht gewechselt werden und je mehr Farben zum Einsatz kommen, umso mehr Farbwechsel pro Schicht. D.h. die Zeit, die ein Drucker zum Farbwechsel benötigt (inklusive Opferturm-Druck zum Säubern des Hotends von flüssigem Filament) ist essentiell. Wenn eine Prusa MMU2 z.B. insgesamt eine Minute für einen Farbwechsel benötigt und alle fünf Farben zum Einsatz kommen, dann verbringt der Drucker bei einem 10cm hohen Objekt mit 0.2mm Schichtdicke allein 33,3 Stunden nur mit Farbwechseln. Bräuchte ein Farbwechsel nur 30 Sekunden, wäre der zusätzliche Farbwechsel-Zeitaufwand nur 16,6 Stunden. D.h. jede Sekunde, die beim Farbwechsel eingespart wird, wirkt sich ganz massiv auf die gesamte Druckzeit aus. In diesem Blog-Artikel finden Sie Tipps & Tricks zum schnelleren Farbdruck.
b) Filamentabfall
Lösungen mit Opferturm zum Säubern des Hotends von flüssigem Filament verursachen viel Filamentabfall, der schnell mehr wiegt als das Objekt, das man druckt. Dies sollte man immer im Hinterkopf behalten, auch bei der Entscheidung für eine Multi-Filament-Lösung.
c) Zuverlässigkeit
Da sehr viele Farbwechsel stattfinden, ist die Zuverlässigkeit beim Wechseln essentiell wichtig. Das in a) erwähnte Beispiel hat beispielsweise 2000 Farbwechsel, d.h. wenn nur jeder fünfhundertste schief geht, dann hat man vier Fehler während eines Druckes. Insbesondere bei der Prusa MMU2 ist dies ein Problem.
1. Einzel-Hotend mit Einzel-Kopf
Technische Komplexität: simpel bis hoch (je nach Variante) Farbwechselgeschwindigkeit: langsam bis sehr langsam (MMU2) Filament-Abfall: viel (großer Opferturm) Anschaffungskosten: niedrig bis mittel Fehleranfälligkeit: niedrig bis hoch (je nach Variante) Vielseitigkeit: begrenzt auf Materialien mit demselben Schmelzpunkt
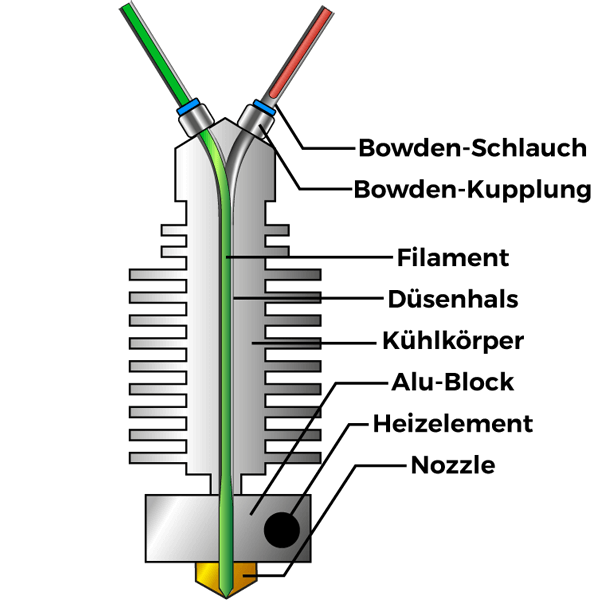
Der klassische Y-Splitter hat zwei Farben, die beim Wechsel per Bowden-System eingeführt und wieder herausgezogen werden.
Einzel-Hotend-Lösungen für Mehrfarbdruck mit einem Kopf gibt es zahllose, in sehr vielen Ausführungen. Oftmals sind diese als Y-Splitter im Bowden-Verfahren mit Motor am Rahmen ausgeführt: Das eine Filament wird aus dem Hotend herausgezogen und das andere hineingeschoben. Danach muss man noch das flüssige Filament aus der Spitze des Hotends im Opferturm verdrucken, bis die neue Farbe voll da ist.
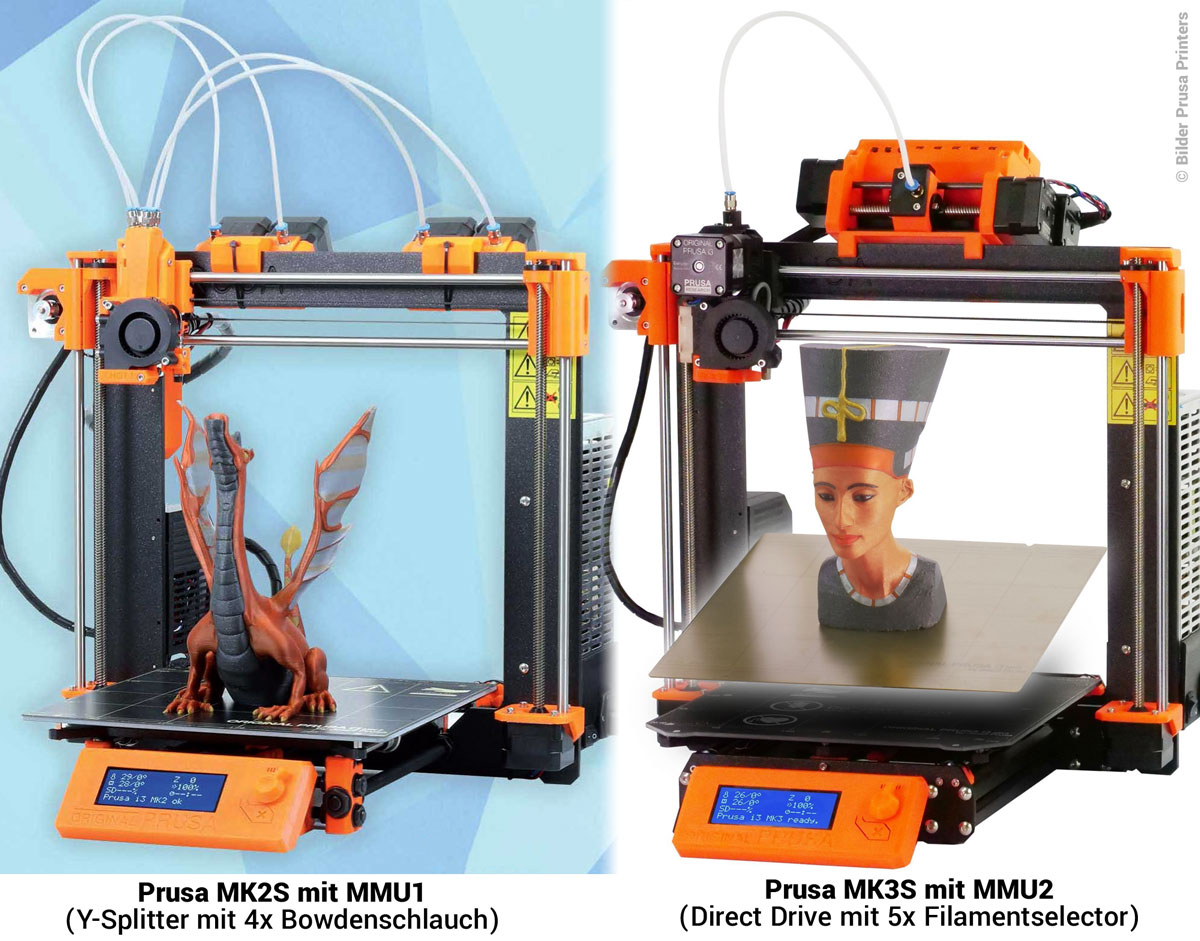
Y-Splitter gibt es meistens mit zwei Farben (z.B. Creality CR-X oder Lotmaxx Shark), aber auch Prusas MMU1 war z.B. ein Y-Splitter mit 4 Farben. Irre Bastler haben auch schon eigene Y-Splitter mit bis zu 8 verschiedenen Filamenten gebaut. Auch Prusas MMU2/3, Bambu Labs' AMS oder Crealitys CFS sind letztendlich effektiv Splitter-Lösungen, da sie mehrere Filamente abwechselnd in ein Hotend schieben. Auch wenn die Drucker selbst als Direct-Drive-System ausgeführt sind und zum Wechsel das Filament zurück in eine Wechselstation (MMU, AMS, CFS) gezogen wird.
Findige Bastler haben auch schon Y-Splitter mit nur einem Extrudermotor gebaut, in denen ein Servomotor zwischen zwei Anpressrollen hin- und herschaltet, die mal das Filament von links oder das von rechts an das Motorzahnrad drücken. Der Motor muss dann nur die Drehrichtung ändern und schon bewegt er das jeweils andere Filament. So spart man sich einen zusätzlichen Extrudermotor, der ohnehin nichts zu tun hat, während der andere aktiv ist. Das ermöglicht es, einen Y-Splitter als Direct Drive System (mit Motor am Kopf) mit einem relativ leichten Kopf zu bauen - die meisten Y-Splitter sind jedoch Bowden-Systeme mit Motor am Rahmen.
Prusas MMU1 war ein klassischer 4-fach Y-Splitter, die MMU2 funktioniert etwas anders und hat den Extrudermotor wieder am Kopf.
Die Menge an Filament, die man zum Farbwechsel im Opferturm herauspressen muss, hängt vom verwendeten Hotend und der Filamentfarbe ab. Hotends mit kurzer Schmelzzone (z.B. ein MK8) müssen deutlich weniger herauspressen als welche mit langer Schmelzzone (z.B. ein E3D V6 oder Volcano). Und z.B. bei schwarzem Filament muss man deutlich mehr "purgen" als bei anderen Farben, da dieses in der Regel extrem schwärzende Rußpartikel enthält, die insbesonders in helle Farben (z.B. weiß oder gelb) hineinbluten. Ebenso ist der Wechsel von dunkleren Farben auf helle Farben wie weiss oder gelb ein Problem, da die Rückstände von dunklen Farben im Hotend sofort als Farbstich sichtbar werden. Programme wie Prusaslicer erlauben es deshalb, für die unterschiedlichen Filamente unterschiedliche Reinigungsvolumen beim Wechsel zu (z.B. weiss) oder von (z.B. schwarz) der jeweiligen Farbe zu definieren.
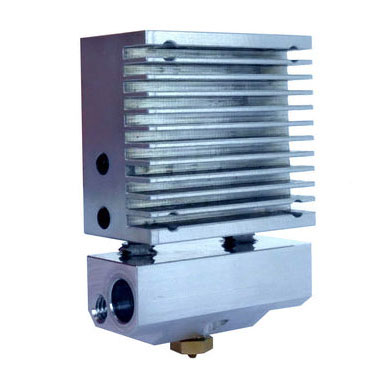
2. Mixing Hotend mit Einzel-Kopf
Technische Komplexität: mittel Farbwechselgeschwindigkeit: mittel Filament-Abfall: wenig (winziger Opferturm) Anschaffungskosten: Niedrig bis mittel Fehleranfälligkeit: hoch Vielseitigkeit: begrenzt auf Materialien mit demselben Schmelzpunkt. Mischen verschiedener Materialien problematisch
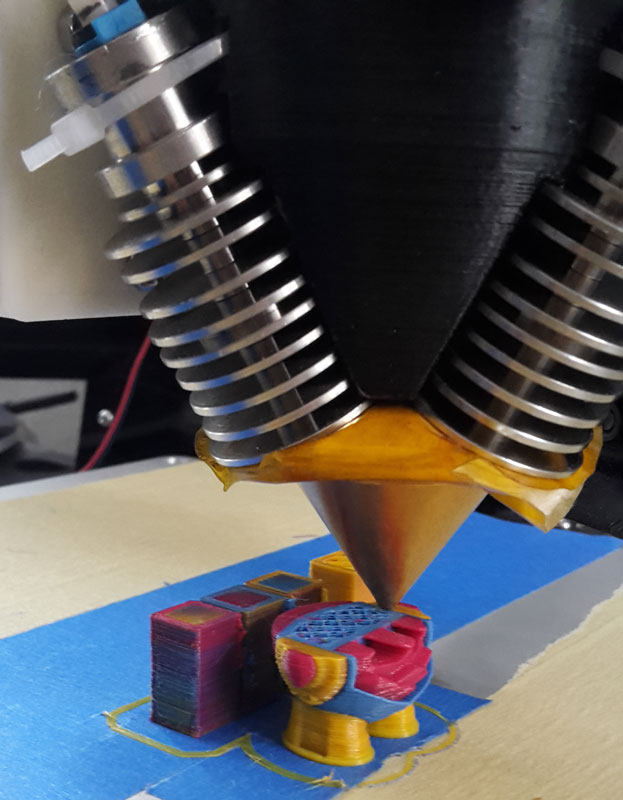
Das dreifarbige Diamond Hotend beim Mehrfarbdruck. Die Opfertürme sind hier winzig. Das E3D Cyclops Hotend mischt zwei Filamente.
Mixing Hotends wie das Diamond Hotend, das E3D Cyclops oder die Hotends in einigen Geeetech (A10/20/30 M bzw. T oder Rostock 301) Druckern sind ein interessanter Sonderfall beim Farbdruck. Bei diesen Druckern kommen mehrere Filamente ins Hotend und werden dort verflüssigt, dies erlaubt nicht nur den Druck in mehreren Farben, sondern auch das Mischen von Filamenten. Theoretisch sollte damit also mit entsprechenden Filamenten (Cyan/Magenta/Gelb) ein vollfarbiger Druck möglich sein - auch wenn die Mischung aus allen drei Farben ohne Schwarz nur ein dunkles Braun ergeben wird. In der Praxis sieht es jedoch ganz anders aus: Erstens, weil die Slicer-Unterstützung für Mixing Hotends nur sehr rudimentär bis gar nicht vorhanden ist, so dass man die unterschiedlichen Mischverhältnisse im Start-Skript als beliebig viele virtuelle Werkzeuge definiert, mit denen man dann als quasi-solide Farbe drucken kann. Ein "Bemalen" des Druckobjekts mit einer vollfarbigen Textur o.ä. ist also nicht möglich.
Das zweite Problem ist, dass gemischte Filamente sich nicht zu einer homogenen Farbe mischen. Was aus dem Nozzle kommt gleicht eher einer 0.4mm dicken Streifenzahnpasta, was dazu führt, dass die außen sichtbare Farbe je nach Kopfbewegung und Position anders aussieht. Dies führt dazu, dass man effektiv mit Farbverläufen drucken kann - was optisch identisch ist zu Co-Extrusion-Filamenten, die aus zwei verschiedenen Farben bestehen (z.B. Redline Mystic PLA oder Matterhackers Quantum PLA).
Einige Beispieldrucke des Diamond Hotend Mixing Hotends - alle mit denselben 3 Basisfarben (links unten) gedruckt
Da sehr viel flüssiges Filament im Hotend ist und die sogenannte "Melt Zone" sehr lang ist, haben Mixing Hotends stark mit Leaking und Stringing zu kämpfen. Auch Effekte wie Pushback (flüssiges Filament der gedruckten Farbe wandert über die Zeit den Kanal einer ungenutzten hoch) oder das Blasenwerfen von lange nicht genutztem verflüssigtem Filament machen den Druck mit Mixing Hotends schwierig. Dazu kommt der sehr schwere Kopf mit dem riesigen Nozzle und mehreren Kühlkörpern, was die mögliche Druckgeschwindigkeit einschränkt. Ein Vorteil von Misch-Hotends ist allerdings, dass der Farbwechsel extrem schnell ist, weswegen der Filamentabfall und Zeitverlust beim Farbwechsel nur ein Bruchteil von dem von beispielsweise einer Y-Splitter-Lösung ist. Die Farben wechseln sogar so schnell, dass man den Wechsel oftmals sogar im Druck selbst (z.B. im Infill oder in den inneren Außenschichten) "verstecken" und auf einen Opferturm komplett verzichten kann - was auch angesichts der Stringing-Problematik bei Leerbewegungen sehr von Vorteil ist.
3. Mehrfach-Hotend mit Einzel-Kopf
Technische Komplexität: hoch Farbwechselgeschwindigkeit: sehr schnell (ohne wipe an der Seite) Filament-Abfall: keiner (nur Leaking) Anschaffungskosten: hoch Fehleranfälligkeit: niedrig bis mittel Vielseitigkeit: verschiedene Farben, Materialien und Nozzles
Der E3D Kraken war ein Vierfach-Hotend, die meisten haben jedoch zwei Hotends am Kopf.
Eine beliebte und weit verbreitete Lösung, z.B. bei Raise3D oder Ultimaker: Ein Kopf mit mehreren Hotends, die unterschiedliche Nozzles, Farben oder sogar Materialien nutzen können. Der Vorteil ist die erwähnte Flexibilität und die Geschwindigkeit. Da der Kopf nur etwas zur Seite bewegt werden muss zum Wechsel ist es beim Farbwechsel das schnellste System von allen und produziert dabei auch keinen Filamentabfall. Der Nachteil ist, dass es Leaking aus den inaktiven anderen Hotends gibt. Dagegen gibt es unterschieliche Ansätze, von Anheben der Köpfe, Verschlussmechanismen, die sich vor das Nozzle schieben bis hin zu Purge Buckets oder Abwischsystemen an der Seite - was jedoch wiederum zu Lasten der Farbwechselgeschwindigkeit geht. Die meisten Mehrfach-Hotends mit Einzelkopf haben zwei Hotends, aber auch welche mit vier wurden schon gebaut wie z.B. der E3D Kraken. Zusätzliche Hotends machen natürlich den Kopf schwerer, worunter die Druckgeschwindigkeit leidet.
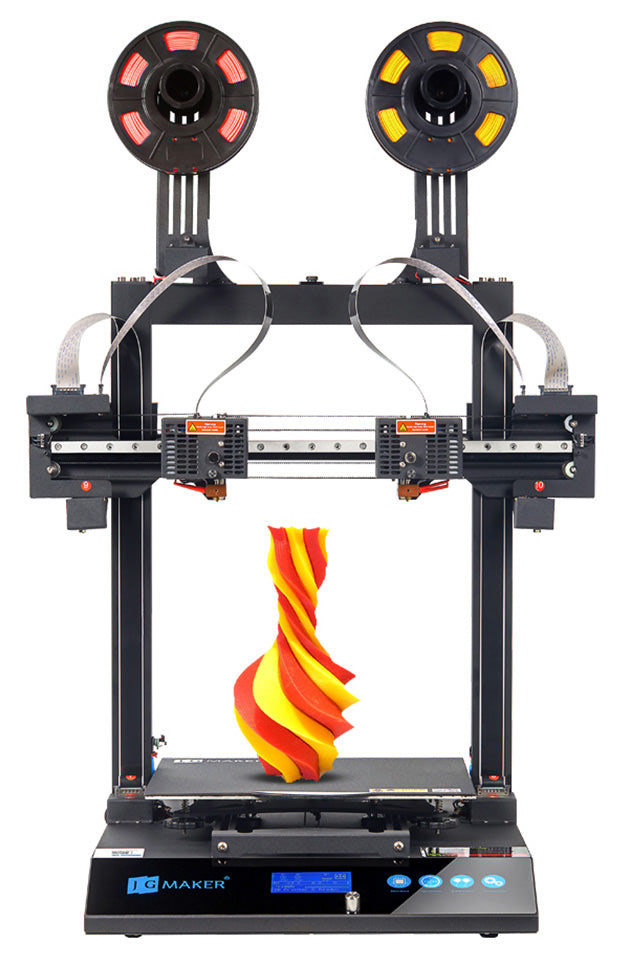
4. Mehrfach-Hotend mit Mehrfach-Kopf (IDEX)
Technische Komplexität: hoch Farbwechselgeschwindigkeit: sehr schnell (ohne wipe an der Seite) Filament-Abfall: keiner (nur Leaking) Anschaffungskosten: hoch Fehleranfälligkeit: niedrig Vielseitigkeit: verschiedene Farben, Materialien und Nozzles, eignet sich auch zum Paralleldruck
JGmakers Artist-D ist ein Beispiel für einen Mendel/i3-basierten "Bettschubser" IDEX-Drucker mit zwei Köpfen. Diese können auf Bedarf auch parallel drucken.
Wenn ein 3D Drucker mehrere Köpfe mit je einem einzelnen Hotend auf der X-Achse hat, die sich unabhängig voneinander in X-Richtung bewegen können nennt sich das IDEX - Independant Dual Extruder. Wirklich "independant", d.h. unabhängig sind die Köpfe dabei allerdings nicht, denn beide Köpfe teilen sich eine gemeinsame Y-Achse.
IDEX-Drucker sind nicht nur sehr schnell, da beim Wechsel zwischen den Farben (bzw. Materialien) nahezu keine Zeit vergeht, sie haben auch den Vorteil, dass beide Köpfe auf Bedarf auch gleichzeitig dasselbe oder dasselbe Objekt in X gespiegelt (maximal so groß wie die Hälfte des Druckbetts) drucken können. Dies macht IDEX-Drucker sowohl im Multi-Farb- bzw. -Materialdruck als auch im Einfarbdruck extrem schnell und effizient. Wie bei Mehrfach-Hotends an einem Kopf haben auch IDEX-Drucker mit Leaking zu kämpfen, weswegen sie oftmals über integrierte Abwischsysteme oder die sogenannten Purge Buckets verfügen, in denen ungenutzte aber heiße Köpfe das herauslaufende Filament tropfen lassen. Es gibt IDEX-Drucker in Top-Down-Architektur, z.B. den Flashforge Creator Pro 2 und den Sindoh 3DWOX 2X, oder in Mendel/i3-"Bettschubser"-Architektur wie etwa den JGmaker Artist-D, den Sovol SV04 Pro oder den Weedo X40.
Da man zwei Hotends hat, kann man auch unterschiedliche Nozzles oder Temperaturen nutzen, was weitere Möglichkeiten eröffnet (z.B. ein großes Nozzle für schnelleren Druck und ein kleines für Details und harte Kanten in der Außenschicht). Da die beiden Hotends so leicht wie einzelne sind, hat man auch keine Einschränkungen in der Druckgeschwindigkeit.
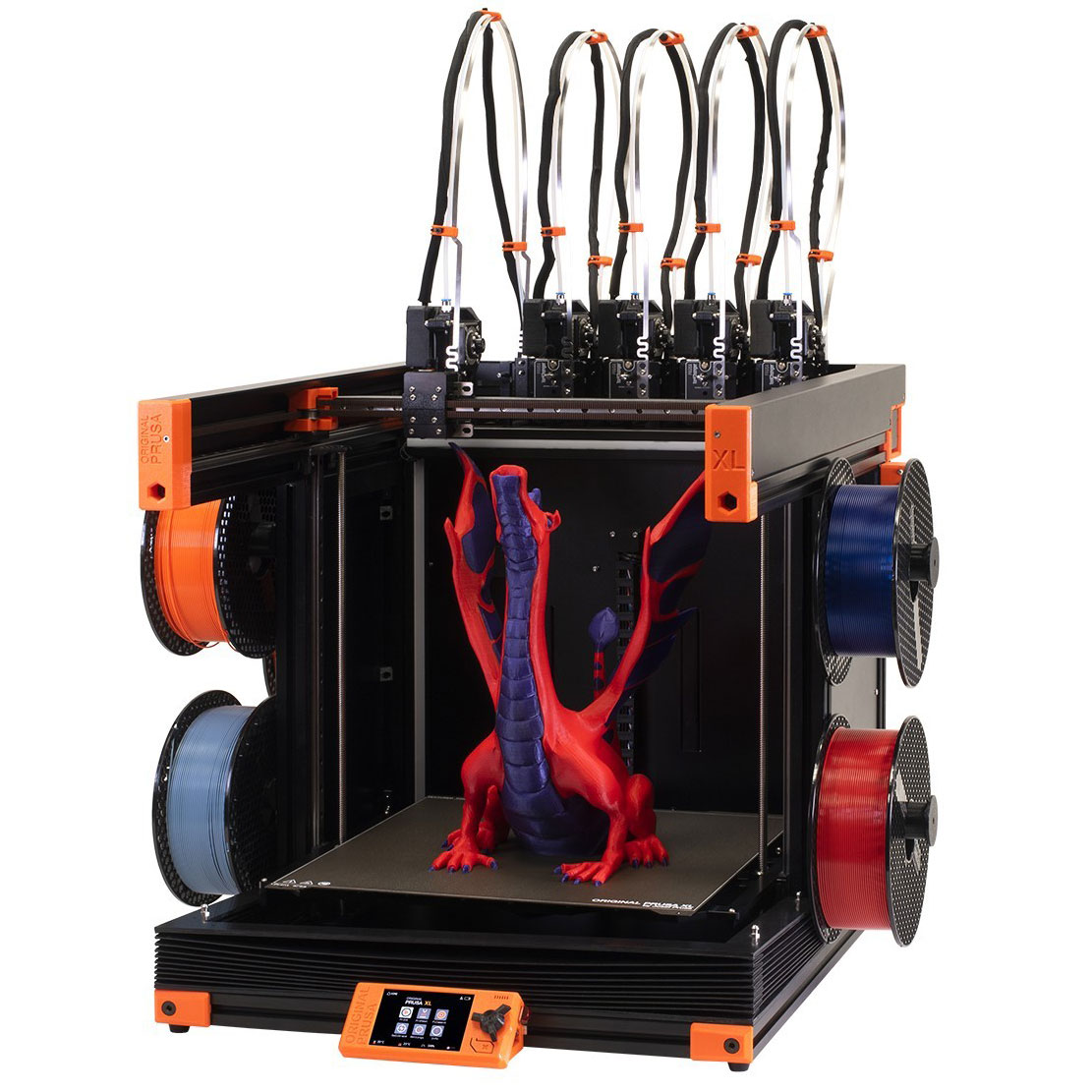
5. Toolchanger
Technische Komplexität: sehr hoch Farbwechselgeschwindigkeit: schnell Filament-Abfall: keiner (nur Leaking) Anschaffungskosten: hoch Fehleranfälligkeit: niedrig Vielseitigkeit: verschiedene Farben, Materialien und Nozzles - oder ganz andere Toolheads (z.B. Laser oder Bohrer)
Der Prusa XL ist der erste kommerziell erhältliche Toolchanger, der im Betrieb Köpfe wechseln kann. Diese Köpfe können nicht nur zum 3D-Druck dienen, auch CNC-, Laser-, Plotter- oder Bestückungsköpfe sind theoretisch möglich.
Die von CNC-Fräsen inspirierten Toolchanger verfügen über einen Kopf mit einem Verriegelungs-Mechanismus und haben mehrere Köpfe am Rand des XY-Gantrys, die sie nach Belieben andocken oder ablegen können. Ihre Vielseitigkeit ist ähnlich der von IDEX-Druckern (Mehrfach-Hotend mit Mehrfach-Kopf) was Nozzles, unterschiedliche Temperaturen und Materialien angeht. Sie sind jedoch etwas langsamer, da der Kopfwechsel ein paar Sekunden benötigt - während bei IDEX-Systemen einfach nur der eine Kopf weg und der andere hin fährt. Ein großer Vorteil der Toolchanger ist, dass sie auch deutlich mehr als zwei Köpfe unterstützen - der neue Prusa XL hat beispielsweise bis zu fünf verschiedene. Die Köpfe müssen dabei nicht zwangsläufig 3D-Druckköpfe sein, es sind theoretisch auch Laser-Köpfe, Plotter-Köpfe, Schneid-Köpfe, Tintenstrahl-Köpfe, Bohrköpfe, Löt-Köpfe oder Pick-and-Place Köpfe zur Platinenbestückung möglich. Paralleler Druck wie bei IDEX ist damit jedoch nicht möglich, da immer nur jeweils ein Kopf angedockt und damit aktiv ist.
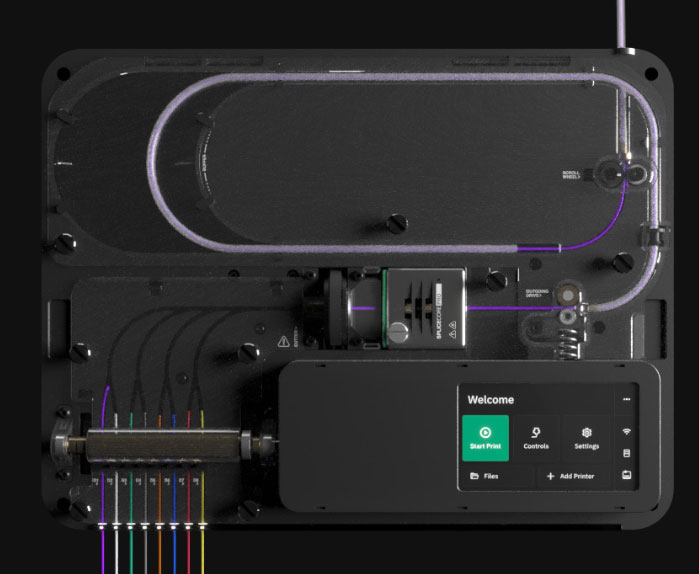
6. Filament-Patchwork
Technische Komplexität: sehr hoch Farbwechselgeschwindigkeit: mittel Filament-Abfall: viel (großer Opferturm) Anschaffungskosten: hoch Fehleranfälligkeit: Niedrig Vielseitigkeit: verschiedene Farben und Materialien (mit gleichem Schmelzpunkt)
Die Palette 3 Pro schweißt bis zu 8 verschiedene Filamente zu einem Strang zusammen, der von einem beliebigen einfarbigen 3D-Drucker verarbeitet werden kann.
Dies ist ein Sonderfall, da es ein zusätzliches Gerät ist, das mit jedem beliebigen unmodifizerten einfarbigen Drucker funktioniert. Hierbei werden Filamente in verschiedenen Farben passend zurechtgeschnitten und die Stücke in einem ausgefeilten System wieder zu einem einzigen Strang zusammengeschweißt. Dieser präparierte mehrfarbige Filamentstrang kann dann von jedem beliebigen einfarbigen Drucker verarbeitet werden, die Druckgeschwindigkeit und Qualität ist dabei identisch zum Einfarbdruck. Da der Übergang zwischen zwei Filamenten nicht so abrupt wie gewünscht ist durch die Verflüssigung des Filaments, ist jedoch auch in diesem Verfahren ein Opferturm nötig - was Filamentabfall und Zeitverlust bedeutet.
Der einzige Anbieter für ein solches System ist die Firma Mosaic mit ihrer "Palette", die in der neuesten dritten Generation bis zu 8 verschiedene Farben verarbeiten kann. Seit der Generation 2S werden auch unterschiedliche Materialien unterstützt - jedoch mit der Einschränkung, dass diese bei derselben Temperatur gedruckt werden müssen, da es ja nur ein Hotend gibt. Der gleichzeitige Druck von Materialien mit ähnlichem Schmelzpunkt, d.h. z.B. PLA, PVA und TPU bzw. ABS, ASA und HIPS, wird also offiziell unterstützt.
Fazit
All die genannten Farb-Drucksysteme können als Direct-Drive- (Motor direkt am Hotend/Kopf) oder Bowden-System (Motor am Rahmen mit Schlauch zum Hotend/Kopf) gebaut werden. Je nach genutzter Technik bietet sich eine Lösung aber eher an als eine andere. So bietet sich eine Toolchanger-Architektur sehr für Direct-Drive an, während Y-Splitter meist als Bowden ausgeführt sind. Nur das Filament-Patchwork-Verfahren a la Palette ist hierbei eine Ausnahme, da dies ein zusätzliches Gerät ist, das ohne weitere Änderungen vor einen beliebigen existierenden einfarbigen 3D-Drucker montiert wird.
Zum Hineinschmecken in die Welt des farbigen 3D-Drucks eignet sich wohl am besten eine günstige, zuverlässige und flotte Dual Y-Splitter-Lösung, z.B. in einem Creality CR-X oder einem Lotmaxx Shark. Wer Gefallen daran gefunden hat, kann mehr Geld investieren in eine Palette, einen IDEX-Drucker, einen Toolchanger, eine Bambu Labs AMS, Creality CFS oder auch eine Prusa MMU2/3 (die Erfahrungswerte zur Zuverlässigkeit der MMU2 gehen stark auseinander - wir haben in unserem Makerspace viel Ärger damit und die Zuverlässigkeit lässt stark zu wünschen übrig!). Mixing Hotends sind aufgrund der vielen Eigenheiten dieser Lösung und der traurigen Softwareunterstützung nur für echte Bastler zu empfehlen, bzw. Maker, die unbedingt Filamente mischen wollen. Multi-Hotend-Lösungen mit einem Kopf variieren -je nach Drucker- stark in der Zuverlässigkeit und kämpfen immer mit schweren Druck-Köpfen und Leaking - sie sind jedoch extrem schnell beim Farbwechsel.
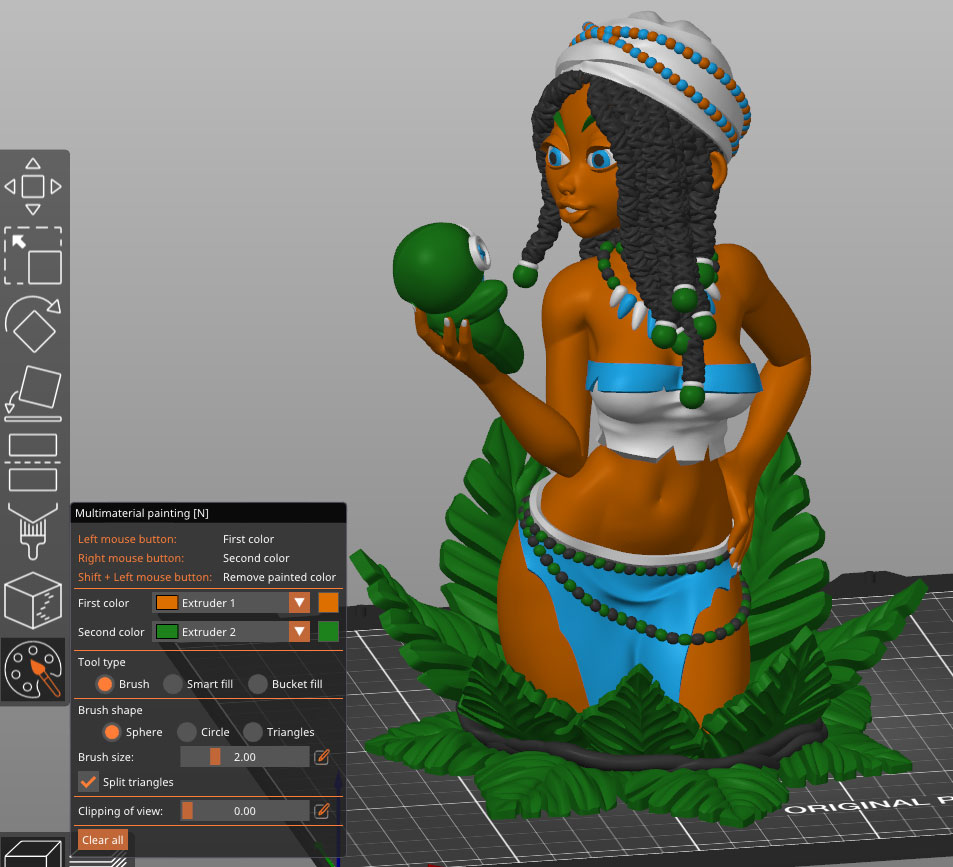
Was die Verfügbarkeit farbiger Modelle zum Drucken angeht, so sind in den 3D-Druck-Datenbanken wie Thingiverse, MyMiniFactory oder Prusas Printables inzwischen reichlich farbige Modelle zu finden. Mit Prusaslicer seit der Version 2.4 lassen sich beliebige einfarbige Modelle auch extrem einfach anmalen zum farbigen 3D-Druck.
Ein mit Prusaslicer 2.5 bemaltes und für den Farbdruck vorbereitetes ursprünglich einfarbiges Modell (Voodoo Bree von Arte Creator)Dauert ewig zum Druck in 21cm Originalhöhe, sieht aber absolut sensationell aus in AMPERTEC PLA orange, hellblau, weiss, dunkelgrün, schwarz glitzer und Seiden-PLA gelbgold!
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{countryCompanies.countryName}}
mit {{company.name}} {{company.price1 | euroCurrencyLast}}
mit {{company.name}} {{company.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.