Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
Beim Mehrfarbdruck mit einer Einzel-Hotend-Lösung (bzw. Mehr-Material-Druck, aber dies ist den experimentierfreudigen vorbehalten!) wie einer Prusa MMU, einer Bambu Labs AMS, einer Mosaic Palette oder einem Y-Splitter muss ein sogenannter Opferturm (gerne auch Prime bzw. Purge Tower oder Pillar genannt) erstellt werden. Der Grund: Da das Hotend zuerst von flüssigem Filament gereinigt werden muss, bevor die neue Farbe sauber druckbar ist, wird auf dem Opferturm nach dem Filamentwechsel so lange gedruckt, bis die neue Farbe sauber aus dem Hotend kommt. Das Problem dabei ist, dass nicht nur das Hotend selbst eine Rolle spielt (je länger die Schmelzzone des Hotends ist, umso länger muss "gepurged" werden - ein E3D V6 Hotend eines Prusa i3 MK3 hat z.B. eine längere Schmelzzone als ein MK8 Hotend eines Creality Ender 3) sondern auch das Filament selbst, v.a. dessen Farbe. Da Filamente unterschiedliche Transparenzgrade haben und unterschiedliche Beimengungen (z.B. Kalk bei weissem bzw. sehr hellem Filament oder Rußpartikel bei schwarzem bzw. sehr dunklem, für besonders strahlendes Weiß und besonders tiefschwarzes blickdichtes Schwarz), muss man beim Wechsel von einer Farbe in eine andere meistens unterschiedlich viel Filament herausdrücken.
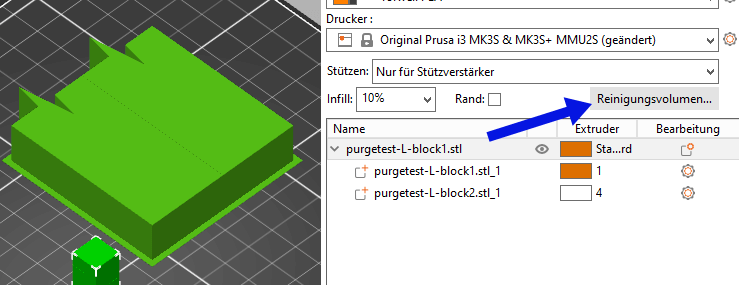
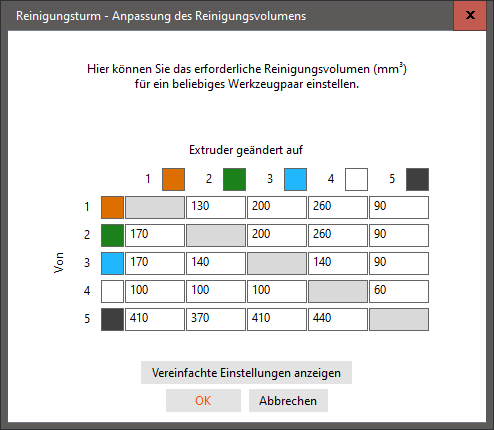
Hierzu kann man in Prusaslicer (bzw. Bambu Slicer, Orca-/Superslicer oder sonstigen Derivaten) individuelle Werte einstellen, und zwar in dem Fenster, das über diesen Knopf erreichbar ist:
Hier regelt man, wieviel von jedem Filament "gepurged" wird.
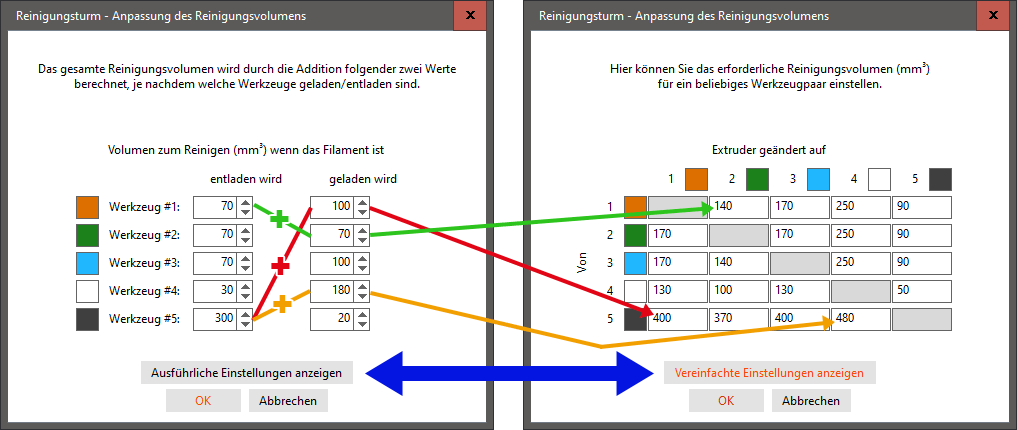
In diesem Fenster gibt es zwei verschiedene Ansichten. Die vereinfachte Standardansicht gibt für jedes Filament eine Menge beim Entladen und beim Laden des Filaments an, d.h. bei der Prusa MMU mit ihren 5 Farben sind dies ingesamt 10 Werte. Die insgesamt herausgedrückte Filamentmenge bei jedem Farbwechsel ergibt sich durch die simple Addition der zwei Spalten. Die erweiterte Ansicht (Ausführliche Einstellungen) erlaubt die genaue Mengenjustierung beim Wechsel jeder Farbe in jede andere mit insgesamt 20 Werten, die sich durch die Addition aller Werte aus der ersten Spalte der einfachen Ansicht mit der zweiten ergeben:
Die ausführlichen Einstellungen erlauben präzisere Regelungen für jeden Filamentwechsel
Beim Wechsel von der simplen Ansicht in die erweiterte addiert Prusaslicer die 10 Werte der simplen Ansicht und befüllt die 20 Felder vor - wenn man nun in der erweiterten Ansicht etwas ändert, kann man jedoch nicht ohne Verlust der Einträge zur simplen zurückwechseln, da 20 Werte einfach nicht von 10 abgebildet werden können. Es sollte erwähnt werden, dass 300 Kubikmillimeter fürs Laden oder Entladen in der simplen Ansicht das Limit sind, während in der erweiterten Ansicht keine Limits existieren.
Die passende Purge-Menge einstellen
Da Prusaslicer keine Ahnung hat, welches Filament wo verwendet wird, nimmt er standardmäßig 70 Kubikmillimeter sowohl fürs Laden bzw. das Entladen (d.h. 140mm pro Farbwechsel) an - was für schwarze, transparente oder weisse Filamente definitiv nicht genug ist. Vom schwarzen Filament muss man nämlich besonders viel beim Wechsel auf eine andere Farbe herausdrücken (es gilt: je heller umso mehr sollte man purgen!), damit die nächste Farbe keinen Schwarzstich hat, während beim Wechsel zu Weiss besonders viel gepurged werden muss, damit das Weiss selbst keinen Farbstich bekommt. Auch hier gilt: Je dunkler die vorherige Farbe bzw. je heller die aktuelle Farbe ist, umso mehr muss man purgen. Der Wechsel in die jeweils andere Richtung (d.h. andere Farbe zu Schwarz bzw. andere Farbe von Weiss) geht hingegen sehr schnell.
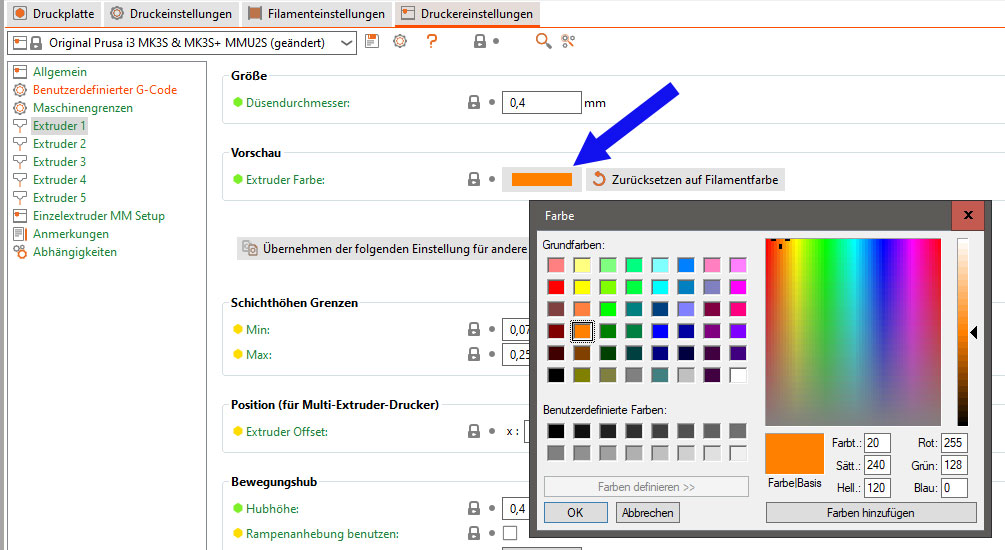
Sie können übrigens die Filament-Farben im Slicer unter Druckereinstellungen/Extruder 1-5 im Prusaslicer einstellen, dies ist stark empfohlen, um die Übersicht zu behalten:
Hier werden die Farben im Slicer-Preview eingestellt
Unser Turm-Test
Wir haben ein Testobjekt aus L- und S-förmigen Einzelstücken erstellt, mit dem man prüfen kann, ob man an den Purge-Einstellungen spielen muss - und wenn ja wieviel. Das Testobjekt wechselt immer nur von einer Farbe zu einer anderen und druckt zwischendrin eine solide Farbe ohne Wechsel, damit man beurteilen kann, ob es einen farbstich in der Höhe gibt, wo das Filament gewechselt wird. Mehr als zwei Farben gleichzeitig durchzuschalten ergibt keinen Sinn, wenn man den Wechsel von jeder Farbe in jede andere testen will. Denn der Slicer wechselt immer in derselben Reihenfolge die Farben durch und bestimmte Farbwechsel-kombinationen, die in der Praxis jedoch durchaus stattfinden können (z.B. wenn eine zuvor verwendete Farbe in einer Schicht plötzlich nicht mehr zum Einsatz kommt), können so nie getestet werden.
Unser Test-Turm-Objekt
Unser Testobjekt für die weit verbreitete fünf-farbige Prusa MMU2 hat 10 Segmente (eines ist in Sockel und Spitze des Turms unterteilt), in der alle 20 möglichen Farbwechsel (zwei pro Segment, d.h. von Farbe 1 nach 2 und von 2 nach 1) getestet werden. Wir haben auch eines mit nur zwei Farbwechseln für Zweifarbdrucker wie z.B. Y-Splitter wie den Lotmaxx Shark oder den Creality CR-X erstellt. Für Prusa MMU1 Anwender bzw. Mosaic Palette 1/2 oder Bambu Labs AMS Besitzer gibt es hingegen eine Variante mit vier unterschiedlichen Druckfarben (12 Wechselcombos), und um die Sache zu komplettieren gibt's auch noch eine für drei Farben (z.B. Diamond Hotend - 6 Wechselcombos). Nur für die achtfarbige Mosaic Palette 3 (56 mögliche Farbwechselkombinationen) haben wir keines erstellt, da dieses riesig sein müsste und Tage zum Druck brauchen würde. Die Formel zur Berechnung aller möglichen Farbkombinationen für Farbanzahl n ist übrigens 2*(Σx von 1 bis n-1).
Wir haben das Testobjekt bewusst recht klein gehalten und gängige Standardeinstellungen (2 Außenschichten, 10% Infill, kein Infill-vor-Außenschichten) zum slicen gewählt, damit man sicher sein kann, dass sofort nach dem Farbwechsel die Farbe sauber aus dem Hotend kommt. Denn wenn der Drucker nach dem Farbwechsel weitere 50 Kubikmillimeter Filament in 4 riesigen Außenschichten verdruckt, bis er endlich zur äußersten Schicht kommt, hilft uns das wenig. Wenn man nämlich irgendwann nur ein winziges Element in einer bestimmten Farbe druckt, z.B. die Spitze eines weißen Horns, sieht man darin dann möglicherweise immer noch einen Farbstich.
Farbstichloser Druck in der Praxis
Wir wählen für unseren Test die Farben Ampertec PLA Orange, Hellblau, Weiss und Dunkelgrün transparent, außerdem Schwarz mit Glitzer. Diese Farben wollen wir in unserem Farbdruck des von uns in Prusaslicer bemalten Modells Voodoo Bree von Arte Creator verwenden:
Dieses einfarbige Modell haben wir in Prusaslicer "bemalt"
Nach dem ersten Druck mit den 2x70 Kubikmillimeter Standardeinstellungen passen wir die Werte an und tasten uns schrittweise an die optimalen Werte, indem wir einige zweifarbige Farbwechsel-Testvarianten drucken um zu sehen, wieviel wir jeweils purgen müssen. Am Ende sind dies die optimalen Werte:
Finale Purge-Einstellungen nach mehreren Testläufen
Bei vielen Werten mussten wir deutlich nach oben gehen von den ursprünglichen 140 Kubikmillimetern, bei anderen (z.B. wechsel auf schwarz oder von weiss) konnten wir allerdings auch nach unten gehen.
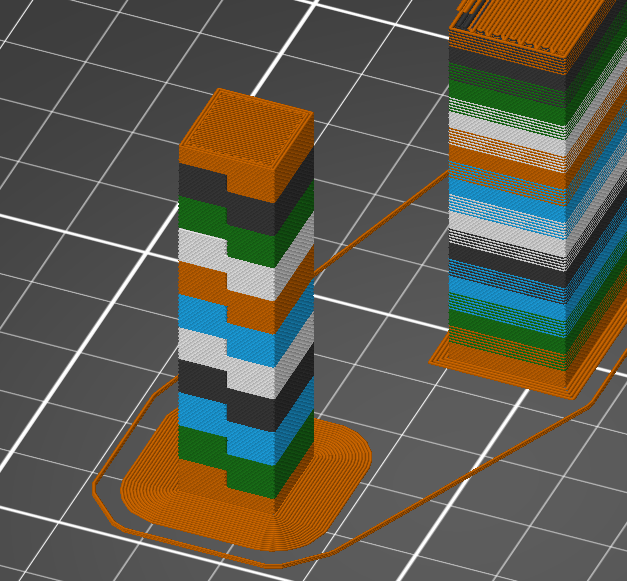
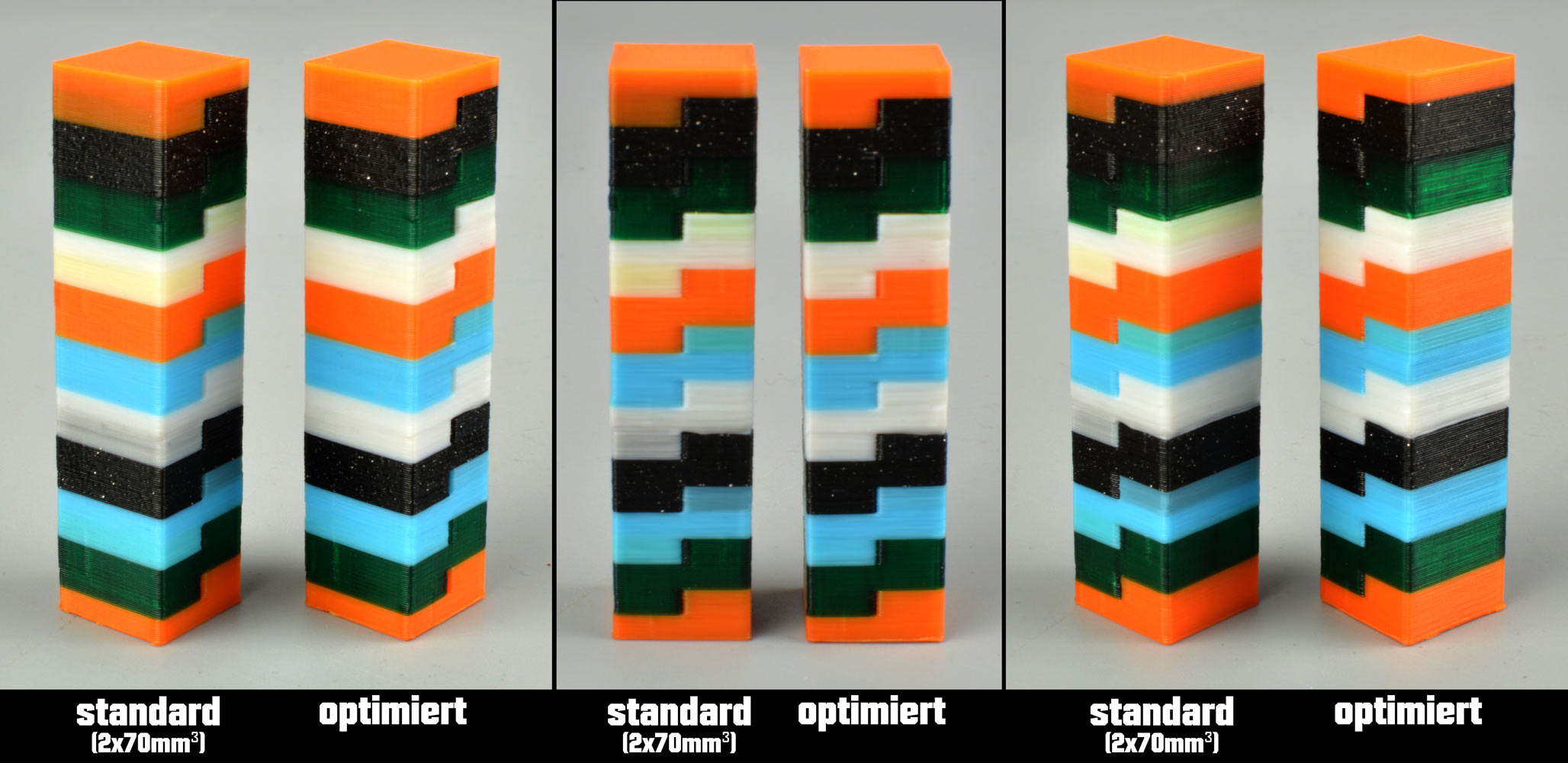
Beim direkten Vergleich des ersten Test-Turms mit einem, der die finalen Purge-Einstellungen verwendet, sieht man den Unterschied deutlich:
Das Testobjekt mit Standard-Einstellungen und optimierten Purge-Werten
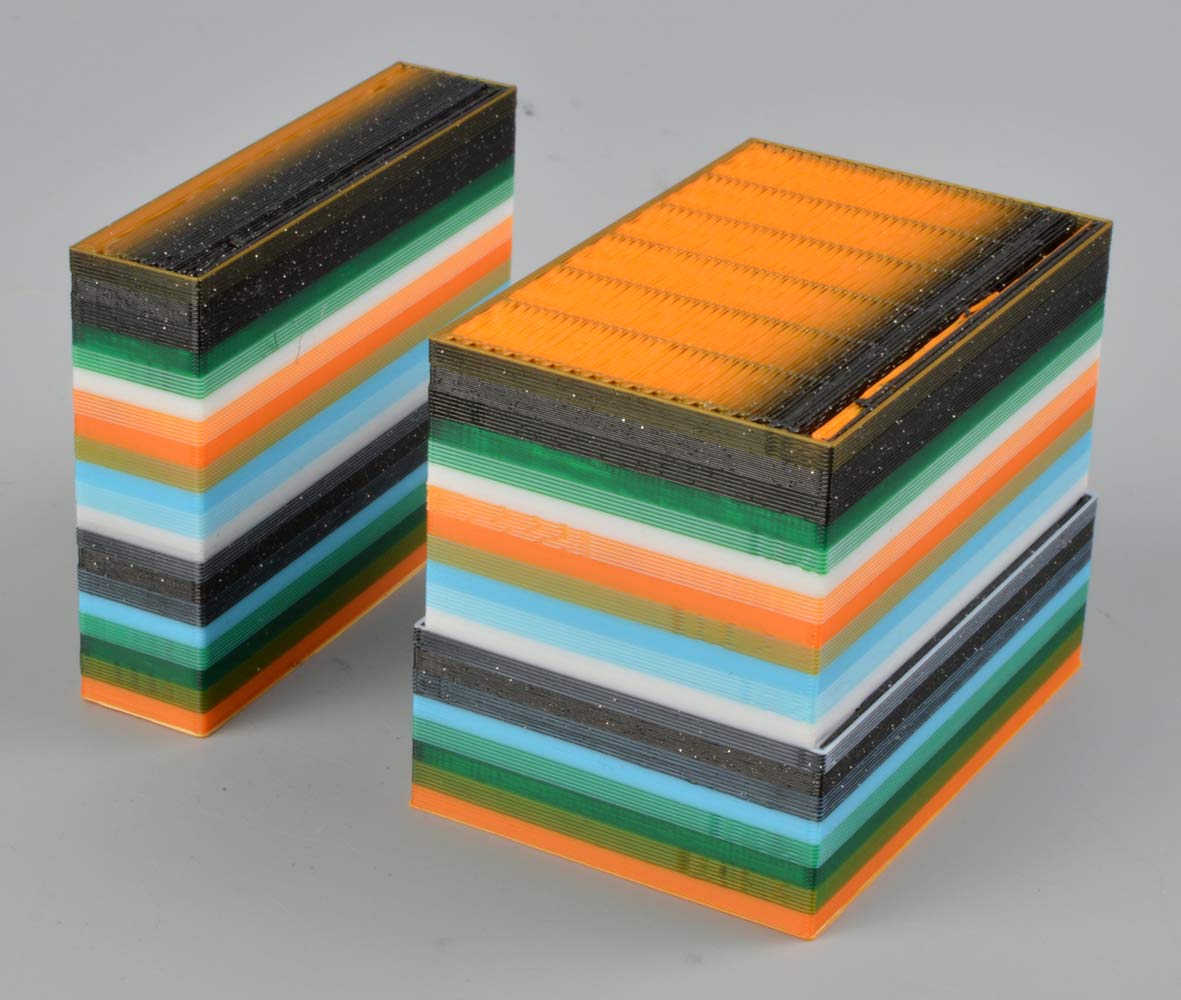
Der Opferturm der finalen Variante ist natürlich deutlich größer als der der ursprünglichen 70 mm3-Variante, da der höchste Wert der Purge-Tabelle dessen Größe definiert - in unserem Fall 440 Kubikmillimeter von schwarz zu weiss. Der Großteil des Blocks ist jedoch hohl, so dass er mit 38 Gramm nur die Hälfte mehr wiegt als der -wesentlich solidere- 26 Gramm schwere Originalblock.
Die Opfertürme der Ursprungs-Variante und der optimierten im Vergleich
Die farbige Voodoo Bree mit den finalen Purge-Einstellungen druckt zwar sehr lange, aber das Ergebnis ist perfekt:
Farbstichfreier Druck
Die schnelle Einschicht-Lösung
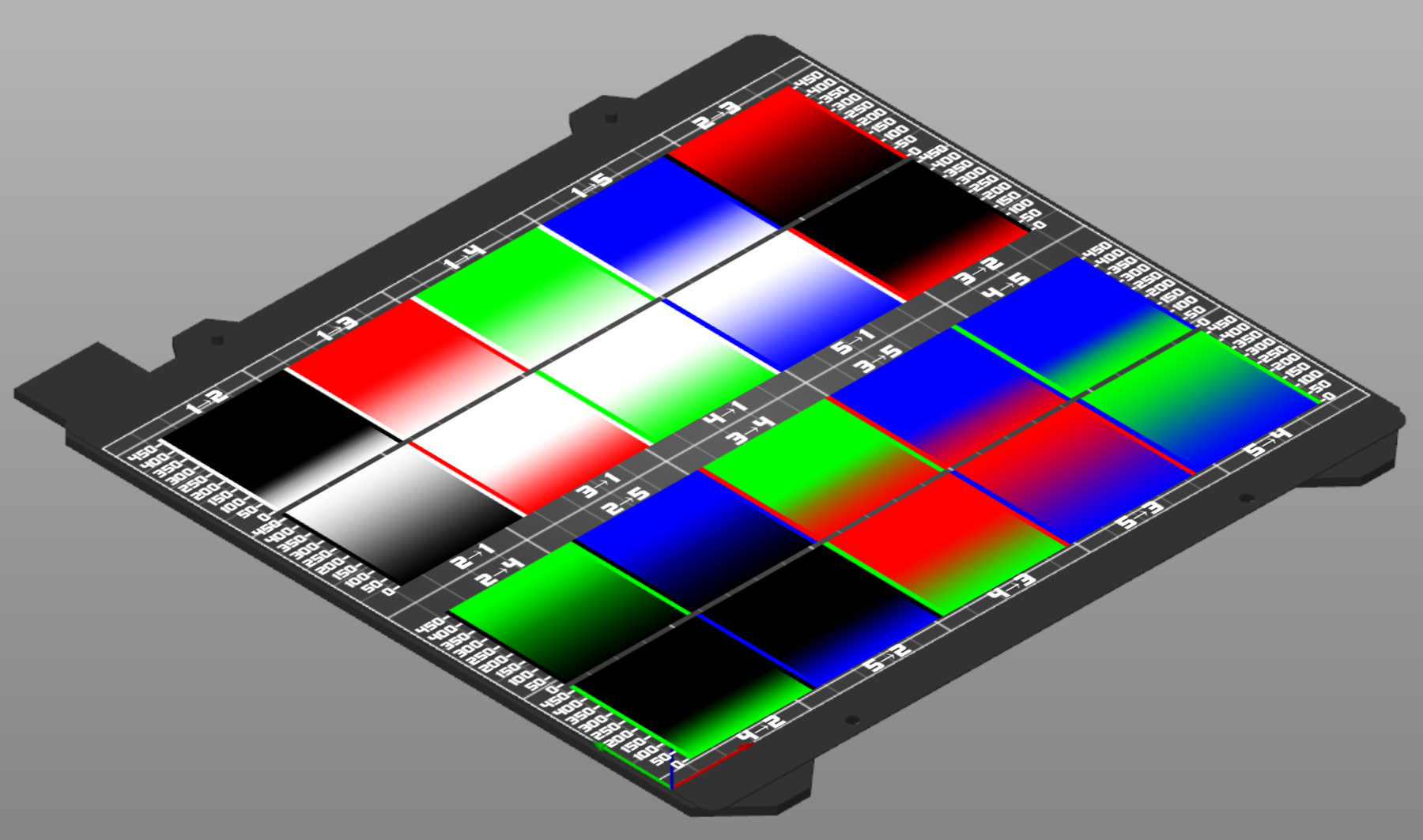
Eine alternative Möglichkeit, die schneller druckt und weniger Filament benötigt, sind speziell präparierte Drucke, die ohne Opferturm arbeiten und alle Wechsel auf einer einzigen Schicht machen, so dass man direkt ablesen kann, ab wieviel Kubikmillimetern kein Farbstich mehr zu sehen ist, das könnte z.B. folgendermaßen aussehen (Symbolbild-Mockup):
So könnte ein idealer Einschicht-Test aussehen (Mockup)
Hier wird es jedoch mit zunehmender Farbenanzahl eng auf dem Druckbett. Für die 20 Farbwechselkombinationen einer MMU2, wenn man pro Filamentwechsel bis zu 450 Kubikmillimeter testet (was z.B. bei schwarz zu weiss durchaus nötig sein kann), benötigt dies bei 0,00124 Gramm pro Kubikmillimeter (die Dichte von PLA ist 1,24g pro Kubikzentimeter) 11,16g Filament - was bei maximal 13 Gramm für eine 0.2mm dicke erste Schicht eines komplett gefüllten MK3-Druckbetts eng wird. Einige Maker haben bereits entsprechende 3MF-Modelle und GCodes erstellt, z.B. hier von Maker Posix oder hier von Maker mcfada. Besonders der letztere Test, der 2 Stunden und 48 Minuten zum Druck benötigt und dabei nur rund 18 Gramm Filament verbraucht, ist sehr praktisch, da er besonders kompakt ist und die Kubikmillimeterzahl direkt auf den Farbwechsel-Swatch druckt:
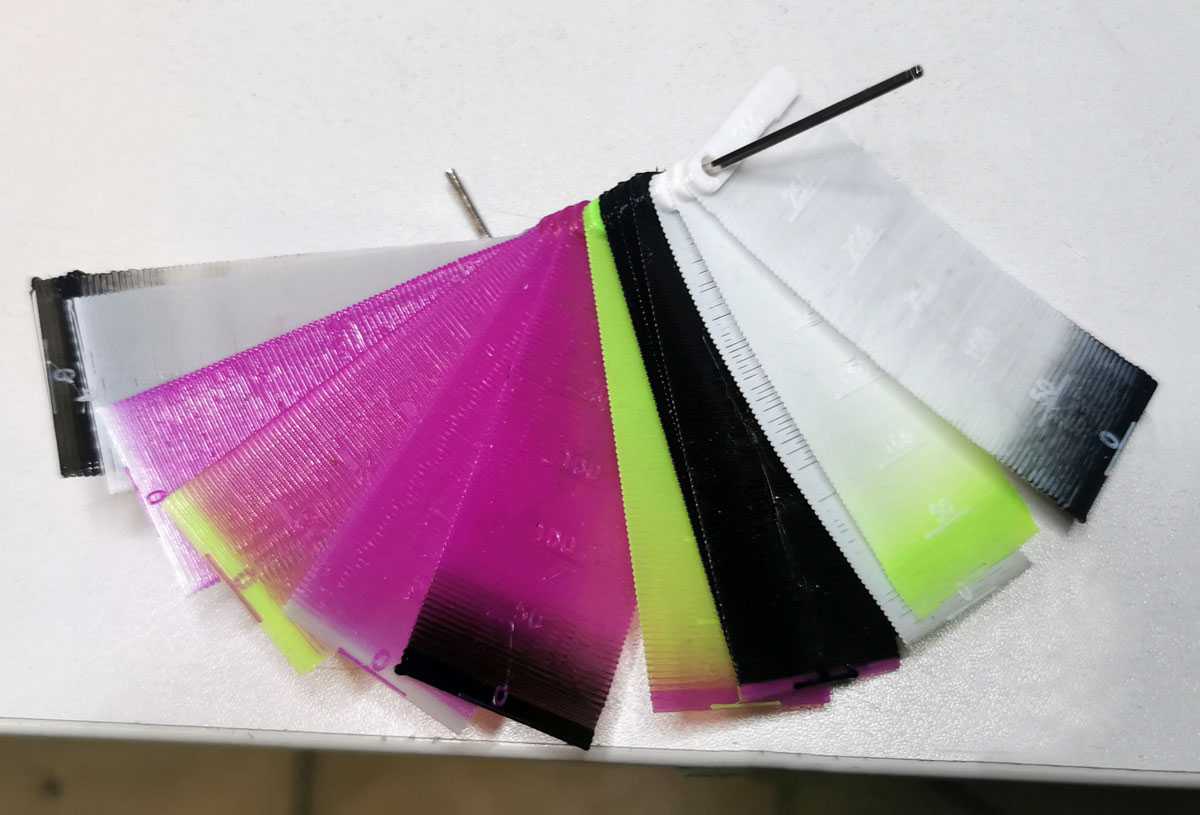
Der Mofada-Einschicht-Test in der Praxis (mit anderen Farben als bisher)
Die einzelnen Farbwechsel-Blöcke haben bei diesem Test auch Löcher, so dass man bereits getestete Farbwechsel archivieren kann als Referenz für einen späteren Einsatz derselben Farbkombination:
Praktisch: Die Farbwechsel-Swatches könnnen archiviert werden
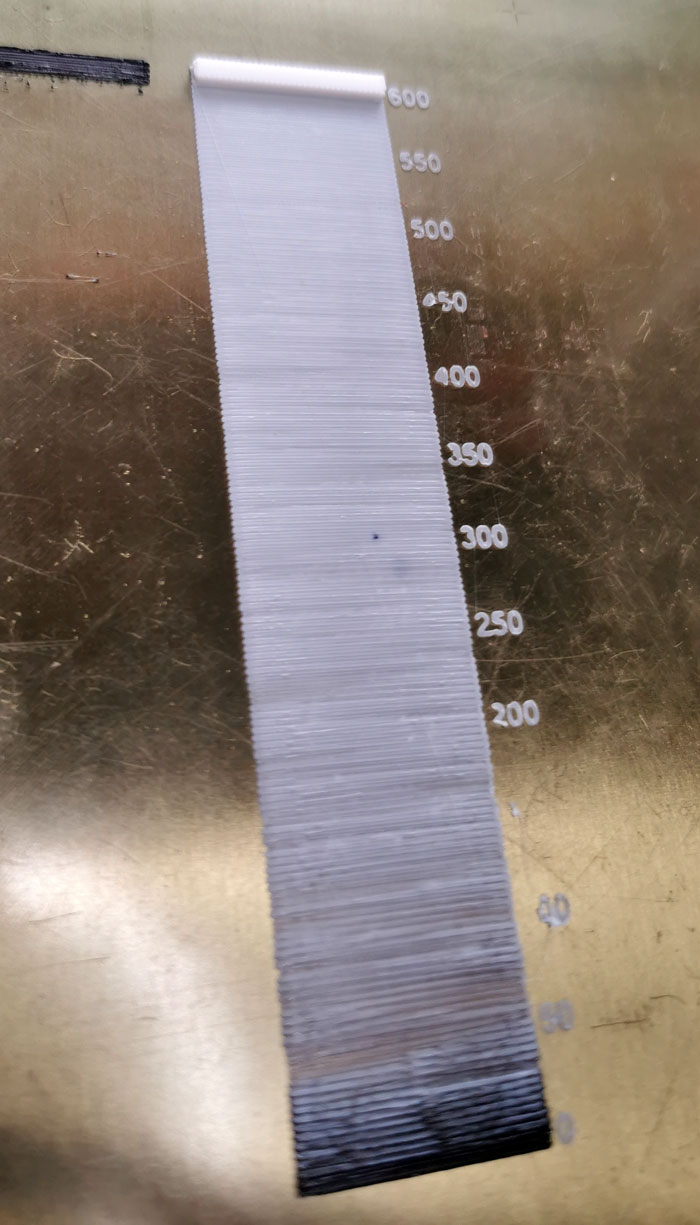
Dieser Farbwechseltest testet jedoch nur bis 300 Kubikmillimeter, der Rest wird am Ende nach oben gedruckt und kann nicht abgelesen werden. Denn insbesondere bei Schwarz-Kombinationen werden 300 Kubikmillimeter nicht ausreichen, dafür empfehlen wir PurgeVolumeTool-fine_tune.3mf aus dem Einschicht-Test von Posix, welcher bis 600 Kubikmillimeter mit einer bestimmten Farbkombination testet.
Für extreme Werte eignet sich der Fine-Tune-Test von Posix
Zeitlich spart man sich nicht so arg viel ein, denn unser vertikaler Test-Turm benötigt auch "nur" 3.5 Stunden zum Druck (es gibt ja immer maximal einen Farbwechsel pro Schicht), der Filamentverbrauch ist beim Turm mit 34 Gramm (in der 140 mm3 Ursprungsvariante) allerdings rund doppelt so hoch. Der Opferturm selbst fällt bei dem Ein-Schichten-Tests weg, da diese Objekt und Opferturm quasi vereinigen. Der größte Vorteil der Einschicht-Lösungen ist jedoch, dass man sie theoretisch nur einmal drucken müssen sollte, um die passenden Werte abzulesen, statt sich schrittweise mittels Testdrucken an die idealen Werte heranzutasten wie mit unserem Turm.
Beim Ausprobieren zeigen sich in der Praxis jedoch Probleme beim Einschicht-Ansatz:
Erstens ist eine Schicht zu dünn um einen leichten Farbstich zu sehen. Wenn es sich nicht gerade ein extrem blickdichtes Filament wie z.B. schwarz handelt, hat eine 0.2 mm dicke Schicht Filament eine gewisse Transparenz, d.h. das durchscheinende Druckbett verfälscht beim Ablesen das Ergebnis. Besonders schlimm ist dies bei transparenten Materialien wie z.B. unserem dunkelgrünen PLA oben. Diese Problematik (und die, dass das Druckbett zu klein wird für alle Tests) könnte man durch sukzessives Übereinanderdrucken von zwei (oder gar drei?) Linien beheben, denn mit 0.4 mm wäre das Filament nur noch halb so durchsichtig
Das zweite Problem ist, dass es keine Referenzlinie daneben gibt, mit der man die soliden Farbe ohne Stich direkt vergleichen kann, wie es z.B. in unserem Test-Turm (die einfarbigen Bereiche) oder auch im Einschicht-Test-Symbolbild oben (links und rechts von den Farbwechseln) ist.
Drittens führt der Test das neue Filament durch einen "Kalibrierungs-Streifen" zwischen den Farbwechselfeldern ganz langsam ein, was in manchen Fällen zu sporadisch herauslaufendem flüssigen Filament führt, was dann oft vom Nozzle mitgezogen und an allerlei Stellen auf dem Druckbett verteilt wird, wo es nicht hingehört.
Da es unseres Wissens nach den perfekten Einschichten-Test bisher noch nicht gibt, empfehlen wir deshalb den oben erwähnten Einschicht-Test von mcfada (addieren Sie angesichts der Transparenzverfälschung lieber großzügig auf die abgelesenen Werte, wir empfehlen um die 40 Kubikmillimeter). Damit sehen Sie, wie sich die einzelnen Farben beim Wechsel verhalten und bekommen eine grobe Vorstellung, mit wieviel Kubikmillimeter Sie das Tuning beginnen sollten. Danach sollten Sie jedoch noch unseren Test-Turm drucken, der eher der Praxis entspricht als der Einschicht-Test, und bei dem man Farbstiche deutlich besser erkennen kann - falls dann noch welche zu sehen sein sollten.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{deliveryCountry.countryName}}
{{deliveryCountry.price1 | euroCurrencyLast}}
{{deliveryCountry.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.