Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
So drucken Sie geschlossene Objekte mit Deckel im Vasenmodus
Falls Ihnen der Begriff "Vasendruck" (auch "Spiral mode") nichts sagt: Hierbei handelt es sich um eine Druckvariante, die -nach einigen wie üblich gedruckten Boden-Schichten- die senkrechten Wände eines hohlen Objekts in einer einzigen dauerhaften Extrusion druckt, während der Kopf langsam kontinuierlich statt schichtenweise in Z-Richtung nach oben bewegt wird. Der Kopf beschreibt dabei eine -sehr flache- Spiralbahn, daher auch die Bezeichnung "Spiral Mode". Der Vasenmodus hat den Vorteil, dass der Druck keine Mikro-Löcher in der Wand aufweist, wo die einzelne Schicht beginnt und endet, da es effektiv keine einzelnen Schichten (sehr wohl jedoch eine Schichtdicke!) gibt. Es ist auch die schnellstmöglichste und leichteste Druckvariante für ein Objekt, die am wenigsten Filament benötigt - eignet sich aber nicht für alle Objekte, da die Außenseite über die gesamte Höhe aus einer einzigen zusammenhängenden Fläche bestehen muss und weder herausstehende Teile (z.B. einen Ast) noch Löcher aufweisen darf. Auch Stützstrukturen sind im Vasenmodus nicht möglich, starke Überhänge sind mit nur einer Außenschicht ebenfalls ein Problem, dem man jedoch durch Reduktion der Schichtdicke entgegenwirken kann.
Wegen seiner extremen Druckgeschwindigkeit und den ultraleichten Druckergebnissen ist der Vasenmodus nach wie vor populär. Er ist auch die bevorzugte Druckvariante für das "Bemalen" eines 3D-Drucks via Velocity Painting. Ein Kernproblem des Vasenmodusses war und ist neben der eingeschränkten Geometrie jedoch immer, dass die Objekte an flachen Oberseiten immer offen sind. Dies stellt eine sehr einschneidende zusätzliche Einschränkung dar, da man dann weder platonische Körper wie Hexaeder/Würfel, Octaeder, Dodekaeder oder Ikosaeder drucken kann, noch so etwas wie Funktionsteile, geschlossene Gehäuse oder Verkleidungen (z.B. für den Modellbau). Lediglich Objekte, die in einer Spitze enden wie eine Pyramide oder eine Rakete sind geschlossen durckbar im Vasenmodus.
Objekte im Vasenmodus gedruckt sind normalerweise oben offen.
Wie unsere Versuche zeigen, muss die offene Oberseite allerdings nicht sein. Wir haben die Probe aufs Exempel gemacht und haben den Gcode des Deckels eines Objekts im normalen Schichtendruck mit dem Vasen-Druck desselben Objekts (natürlich an derselben Stelle auf dem Druckbett!) "verheiratet".
Der Grund, warum die Slicer im Vasenmodus keine Oberseiten unterstützen (das Überbrücken des hohlen Innenraums wäre zumeist im Brückendruck problemlos möglich) ist wahrscheinlich, dass es nur eine einzige Wand gibt, an die der Kopf beim Brückendruck "andocken" kann - und dass diese noch nichtmal auf einer gleichbleibenden Höhe ist, sondern eben spiralförmig gedruckt. Wir müssen uns also überlegen, ob wir unseren Deckel an das untere Ende der letzten Vasen-Schicht oder ans obere Ende setzen wollen.
Unsere Versuchsreihe auf einem Prusa i3 MK3 mit transparentem AMPERTEC PETG zeigt, dass das Andocken am unteren Ende der letzen Vasenschicht die besseren Ergebnisse bringt (was auch logisch ist: lieber doppelt "überdrucken", als die Brücken in der Luft andocken müssen!), aber dies kann durchaus je nach Material, Drucker, Lüfter und Temperatur auch anders bzw. egal sein.
Alles Einstellungssache
Unser Testobjekt ist ein simpler Ikosaeder, den wir in Blender gebastelt haben. Diesen packen wir flach mit einem Dreieck unten aufs Druckbett - woraufhin das nach oben zeigende Dreieck im Vasenmodus fehlt (s.o.), und genau dieses wollen wir nun durch unseren Hack schließen.
Für den Vasen-Slice schalten wir einfach den Vasenmodus an (Druckeinstellungen/Schichten und Infill/Spiralvasenmodus-Checkbox), woraufhin uns der Prusaslicer fragt, ob er für uns alle sonstigen Einstellungen anpassen soll. Was man jetzt noch verändern kann/soll ist die Schichthöhe, die Bodendicke und die Extrusionsbreite. Die Schichtdicke stellen wir auf 0.2mm (wenn Ihr Objekt viele und eher steile Überhänge hat, sollten Sie diese reduzieren!) und für die Extrusionsbreite (Erweiterte Einstellungen/Außenkonturen) wählen wir schön dicke 0.6 mm (bis zu 200%, d.h. z.B. 0.8mm bei 0.4mm-Nozzle, geht noch ziemlich gut!). Damit die Wandstärke überall gleich ist, entscheiden wir uns für 3 Boden-Schichten, die dann insgesamt ebenfalls 0.6 mm dick sind. Wir lassen den GCode slicen und speichern diesen mit einem passenden Dateinamen (z.B. mit "-Vase" am Ende). Danach können Sie dieses Druckprofil als eigenes speichern, falls Sie das alles für zukünftige Vasenprojekte nicht erneut einstellen wollen.
Ein simpler Ikosaeder ist ideal zum Testen des geschlossenen Vasendrucks
Für die Schichten-Variante, von der wir nur den Deckel wollen, ändern Sie lediglich die bestehenden Druck-Einstellungen und nichts am Objekt oder dessen Platzierung auf dem Bett. Den Vasen-Modus schalten Sie nun wieder aus, die Decken-Schichten stellen Sie nun ebenfalls auf 3, um sie auch 0.6mm dick zu machen. Infill bleibt bei 0% (sonst macht der Slicer keine Brücken!) und die Anzahl der Außenschichten (Konturen) belassen Sie bei 1, mit mehr laufen Sie Gefahr, dass diese am Deckel nach innen ins Druckobjekt fallen und die Brücken dann nicht mehr daran "andocken" können!).
Die Checkbox "Stelle die vertikale Hüllenstärke sicher" unter "Schichten und Umfänge" sollten Sie allerdings ausschalten, da der Slicer sonst an der Innenseite der Wand zusätzliche Verdickungen hinzufügt, welche unerwünscht sind. Die Infill/Kontur Überlappung (Erweiterte Einstellungen) schrauben Sie am Besten von 25% (Slic3r-Standard) auf 30% hoch, um ein sauberes Andocken der Brücke an die doch recht dünne Außenwand zu gewährleisten.
Um die Brücken der ersten Deckel-Schicht möglichst schön zu bekommen, kann man nun das tun, was man beim Brücken-Optimieren immer tut: Man spielt mit den vier Parametern Extruder-Temperatur, der Brücken-Geschwindigkeit ("Überbrückungen" im Menü Geschwindigkeit), dem Brückenflussverhältnis (Bridge flow ratio) unter "Erweiterte Einstellungen", welches die Liniendicke der Brücke festlegt (damit wird die Standard-extrusionsbreite multipliziert, 0.5 macht also beim Brückenschlagen halb so dünne Linien wie in normalen Schichten) und der Brückenlüftergeschwindigkeit (im Filament-Tab unter "Kühlung"). Generell gilt: Je niedriger die Schichtdicke, umso kleiner sollte das Brückenflussverhältnis sein (z.B: 0.9 für 0.2-0.3mm Schichtdicke und 0.7 für 0.08mm Schichtdicke). Auch der Lüfter sollte bei Brücken immer möglichst stark laufen (einige empfehlen dies sogar bei ABS-Brücken, wobei von Lüftung bei ABS grundsätzlich abgeraten wird!). Sollten Sie schon perfekte Brücken-Einstellungen für das verwendete Filament und ihren Drucker haben, so können Sie diese einfach hier übernehmen. Wir verwenden für unser AMPERTEC PETG und 0.2mm Schichtdicke die folgenden Einstellungen: 50% Lüftung für Brücken, 0.8 Brückenflussverhältnis, 30mm/s Überbrückungsgeschwindigkeit und 240°C Extrudertemperatur.
PROTIPP: Unter "Infill" finden Sie zusätzlich den Parameter "Füllwinkel" (Fill Angle) bzw. "Brückenfüllwinkel" (Bridging Angle). Mit diesen können Sie zusätzlich spielen, um die maximale Länge der Brücken zu reduzieren, damit der Drucker z.B. bei einem sehr länglichen Objekt die Brücken nicht längs, sondern quer zieht. Denn: Je kürzer Brücken sind, umso schöner werden sie! Achten Sie jedoch darauf, dass der Winkel nicht so gewählt wird, dass er nur an Wände in einer Achse andockt, z.B. 0 Grad bei einem Würfel. Denn dies hat horizontale Brücken zur Folge, die absolut parallel zur X-Wand verlaufen. Je nach Objekt und Größe kann dies die Vasen-Außenwände durch Materialschrumpfung und Gewicht mehr nach innen biegen, als wenn die Brückenlast gleichmäßig auf alle Wände verteilt wird durch einen Brücken-Winkel, der nicht parallel zu den Objektwänden verläuft.
Mit diesen Einstellungen slicen Sie das Objekt erneut und speichern den GCode mit einem aussagekräftigen Dateinamen, z.B. mit "-Schichten" am Ende). Sie müssen nun in der Vorschau herausfinden, in welcher exakten Höhe die ERSTE Deckel-Schicht (mit den hellblau gekennzeichneten Brücken-Linien!) ist. Notieren Sie sich diese Zahl, bei unserem Ikosaeder ist sie bei 47,2mm. Öffnen Sie den Schichten-Varianten-GCode im Texteditor und suchen Sie die erste Deckel-Schicht. Da der Prusaslicer neue Schichten immer mit Strichpunkt davor als Kommentar in den Gcode einfügt, suchen wir einfach nach ";47.2", dank dem Strichpunkt finden wir nicht irrtümlicherweise Z-Hops ("Z-Hebung") bei Reisebewegungen, mit welchen der Kopf kurzzeitig etwas nach oben gefahren wird um Kollisionen mit dem Druck zu vermeiden. Bei 0.6mm Z-Hop (Prusa Standardeinstellung) wären die ersten Z-Bewegungen auf 47.2mm Höhe ergo schon in der Schicht auf 46,6 mm, und genau das überspringen wir durch die Suche mit Strichpunkt davor. Wir benötigen von dieser Datei lediglich den Code (bis zum Ende) nach dem nächsten";AFTER_LAYER_CHANGE" nach ";47.2" (die erste Z-Bewegung nach dem ersten ";47.2" ist ein 0.2 mm-Schichtenwechsel-Z-Hop (G1 Z47.400), der gleich nach dem "AFTER_LAYER_CHANGE" wieder auf 47.2 heruntergeht mit G1 Z47.200). Sie können diesen Deckel-Gcode in die Zwischenablage kopieren oder in einer neuen Datei speichern.
Die blaue Brückenschicht für den Schnitt, bei der der Deckel beginnt, ist bei 47,2 mm
Vorweg ein Wort zur Struktur des Vasen-GCodes: Der Prusaslicer vergibt zwar immer noch die Kommentare für einzelne Schichten, als sei die Datei im Schichtendruck, aber innerhalb der jeweiligen Schicht ist dann der mit jedem G1-Bewegungskommando Z ständig hochschraubende Spiralcode, der am Ende in der für diese Schicht angegebenen Schichthöhe ankommt. D.h. z.B. die Schicht nach ";44.8" beginnt in 44.62mm Höhe mit G1 Z44.617 X139.286 Y94.298 E0.40178 und endet in 44.8mm Höhe mit G1 Z44.800 X130.660 Y93.391 E0.81085.
Da wir die Vasenvariante des Objekts an der Vasenschicht, die von 47.2 bis 47.4 geht, unten schneiden wollen, die als Kommentar angegebene Schicht aber immer die Z-Endposition angibt, müssen wir noch eine Schichtdicke, d.h. 0.2mm zur Höhe unserer ersten Deckelschicht bei 47,2 mm dazuaddieren. Wir suchen deshalb im Gcode nach ";47.4", was mit dem Kommando G1 Z47.200 F10800.000 beginnt und mit G1 Z47.400 X131.019 Y129.723 E0.07204 endet. Alles nach dem auf das erste ";47.4" folgenden ;AFTER_LAYER_CHANGE bis zum Ende der Datei, ersetzen wir mit dem ebenfalls bei 47,2 mm beginnenden Deckel-Code aus der Schichtdruck-Datei (den wir idealerweise noch in der Zwischenablage haben).
Das Ergebnis sollten Sie in einer neuen Gcode-Datei speichern (z.B. mit "-Deckelvase" am Ende), für den Fall, dass etwas schiefgegangen ist. Drucken Sie die Datei, wenn Sie alles richtig gemacht und eingestellt haben, sitzt der Deckel bombenfest auf der Vase, ist genausodick wie die Seitenwände und der Boden und weist innen auch keine hängenden Schleifen an der Brückenschicht auf (meist nur mit transparentem Filament oder während des Drucks sichtbar, wenn es ganz schlimm ist, hört man extrem abgesackte Brücken auch klappern beim Schütteln des Drucks).
Hängende Schleifen innen mit AMPERTEC PETG rot bei diesem missglückten Versuch
Superlange 14,5 cm PLA-Brücken ohne Durchhänger bei einem 17,2 cm hohen Testobjekt
Der perfekte Deckel
Um den Deckel möglichst schön hinzubekommen, haben wir mit verschiedenen Einstellungen und Materialien experimentiert. Generell gilt, wie bei normalen 3D-Drucken auch: PLA ist der König beim Bridgen, und je höher der Schmelzpunkt des Materials ist (mehr als 100% kühlen kann der Lüfter nicht!), umso schwieriger wird es, saubere Brücken hinzubekommen - und je länger diese sind, umso schlimmer werden natürlich die "Durchhänger". Im Test schafften wir mit PLA bis zu 14,5 cm lange Brücken ohne Durchhängen. Bei diesen extremen Testobjekten machten wir allerdings eine seltsame Beobachtung: Bei einem 0,6 mm dicken Deckel löste sich immer erst die oberste Schicht in hässlichen Taschen ab, während die Deckelschichten darunter inklusive der Brückenschicht absolut sauber druckten. Und dabei war es völlig egal, ob wir den 0.6mm dicken Deckel in vier Schichten mit 0.15mm oder in drei mit 0.2mm druckten, das Ergebnis war stets dasselbe. Eine Reduktion der Deckel-Dicke auf 0,45 mm (3 Schichten à 0,15 mm) brachte schließlich eine deutliche Besserung, und eine dickere Extrusionsbreite (0.45mm, Oberes massives Infill/Top Solid Infill unter Erweiterte Einstellungen/Advanced) und ein etwas langsamerer Druck (40mm/s, Oberes massives Infill/Top Solid Infill unter Geschwindigkeit/Speed) der obersten Schicht verbesserte das Ergebnis noch einmal merkbar. Richtig gut wird es allerdings erst mit einem Kissen, wie wir nach zahllosen Testdrucken herausfanden.
Was die Materialien angeht: PETG eignet sich wegen seines höheren Schmelzpunktes nur für kürzere Brücken, d.h. kleinere Deckel, wie z.B. bei unserem Ikosaeder. Das Material hängt bei längeren Brücken eher durch und hat auch eine stärkere Tendenz am Rand der Bridge-Schicht zu "klumpen" und eine rauhe Oberfläche auszubilden - was alles dazu führt, dass Vasendeckel in PETG optisch lange nicht an denselben Druck in PLA herankommen.
Was die mögliche Komplexität des Vasen-Deckels angeht, so sollten Sie allerdings keine Wunder erwarten. Unser Versuch, die berühmte Prusa-Vase mit Deckel zu drucken, scheiterte jedenfalls spektakulär, da der Drucker die Brückenschicht nicht kontinuierlich in einem Rutsch drucken konnte, sondern ständig neu ansetzen musste nach Reisebewegungen.
Der geschlossene Druck der Prusa-Vase scheiterte spektakulär
Am besten funktionieren also einfache Deckelschichten mit simplen Kanten, die möglichst zusammenhängend ohne Absetzen gedruckt werden können, d.h. der Rand des Objektes sollte möglichst simpel und geradlinig sein und nicht zu verfranst - wie z.B. eben bei der Prusa-Vase.
Bei extrem großen Deckeln bilden sich hässliche Artefakte an der obersten Schicht, wenn der Deckel zu dick ist. (AMPERTEC Seiden-PLA kupfer/orange)
Doch auch gegen die obigen Taschen und sonstigen Artefakte fanden wir nach viel Herumprobieren eine Lösung: Mit einem kleinen Slicer-Kissen-Trick bekommen Sie die meisten Oberseiten dennoch sauber gedruckt!
Hier nochmal die Step-by-Step-Anleitung für Prusaslicer/Superslicer/Slic3r/Repetier zum einfachen Nachmachen:
1) Zu druckendes Vasenobjekt laden und positionieren. Gutes Druckprofil wählen, von dem man weiss, dass es funktioniert und schöne Brücken macht. Filament einstellen. 2) Vasenmodus aktivieren: Schichtdicke: 0.2mm, Außenkontur-Extrusionsbreite: 0.6mm, Anzahl Bodenschichten: 3 3) Datei slicen lassen und speichern mit Endung "-Vase.gcode". 4) Parameter für Deckel-Schichtvariante verstellen: "Spiralvasenmodus" und "Stelle die vertikale Hüllenstärke sicher" Checkboxen ausmachen, Anzahl Deckenschichten auf 3 und Infill/Kontur-Überlappung auf 30% stellen. 5) Datei slicen lassen und speichern mit Endung "-Schichten.gcode". Höhe SCHNITT der ersten Brückenschicht des Deckels (hellblau) in der gesliceten Druckvorschau notieren. 6)"-Schichten.gcode"-Datei in Texteditor öffnen. 7) Textsuche nach ";SCHNITT" (Kommastelle englisch, d.h. mit Punkt schreiben!) 8) Alles nach dem darauffolgenden ";AFTER_LAYER_CHANGE" bis zum Ende markieren und in die Zwischenablage kopieren. 9) Datei schließen, "-Vase.gcode"-Datei öffnen. 10) Textsuche nach ";SCHNITT" + 0.2 (Kommastelle mit Punkt!). 11) Alles nach dem darauffolgenden ";AFTER_LAYER_CHANGE" bis zum Ende markieren und durch den Inhalt der Zwischenablage ersetzen. 12) Speichern in neue GCode-Datei, z.B, mit "-Deckelvase.gcode" am Ende. 13) Datei drucken.
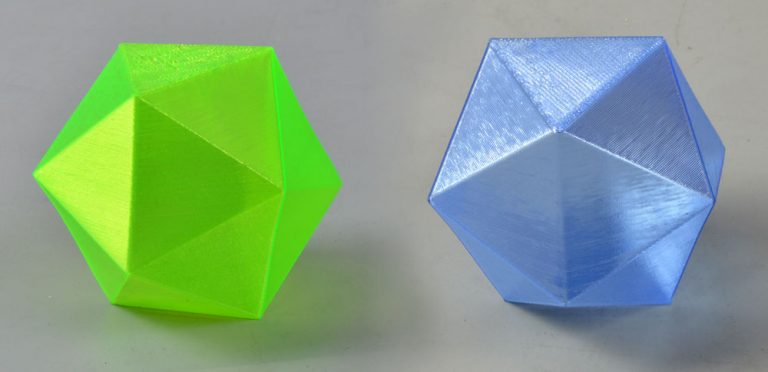
Ein 17,2cm hohes hohles Testobjekt. AMPERTEC Marmor-PLA eignet sich hervorragend, da die Linien damit verschwinden Geschlossene Vasendrucke (10,2cm Höhe in Diagonalachse nach rechts oben) links AMPERTEC PLA blau transparent, rechts AMPERTEC Seiden-PLA kupfer
Es ist nur begrenzt nachvollziehbar, warum die Slicer im Vasenmodus keine Deckel erlauben. Die Deckel aller unsere Tests saßen bombenfest auf den Vasen, und das einzige, wo wir rumprobieren und optimale Einstellungen finden mussten, hat nichts mit dem Vasenmodus, aber dafür alles mit Bridging und dem Druck komplett hohler Objekte zu tun - Probleme, denen man im normalen Schichtendruck hohler Objekte, welchen die Slicer ja unterstützen, ebenfalls gegenübersteht. Das bedeutet: Die oben erwähnte hohle Prusa-Vase scheitert im Schichtendruck genauso.
Es steht zu hoffen, dass dieses Manko bald angegangen wird, denn das würde den Vasendruck zu einem vielseitigen Werkzeug machen, das eben nicht nur vasenähnliche Gegenstände oder Gegenstände mit Spitze drucken kann.
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.