Mit Original Ampertec {{cart.result.ampertecSavings.withVatDifferencePrice | euroCurrencyLast}} bzw. {{cart.result.ampertecSavings.percentDifference | twoDecimal}}% sparen!
Nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar
Aufgrund einer aktuellen Bestandsveränderung sind derzeitig nur {{cart.options.specialPriceQuantityLimit}} Stück verfügbar.
Wir haben Ihre eingegebene Menge auf {{cart.options.specialPriceQuantityLimit}} Stück reduziert.
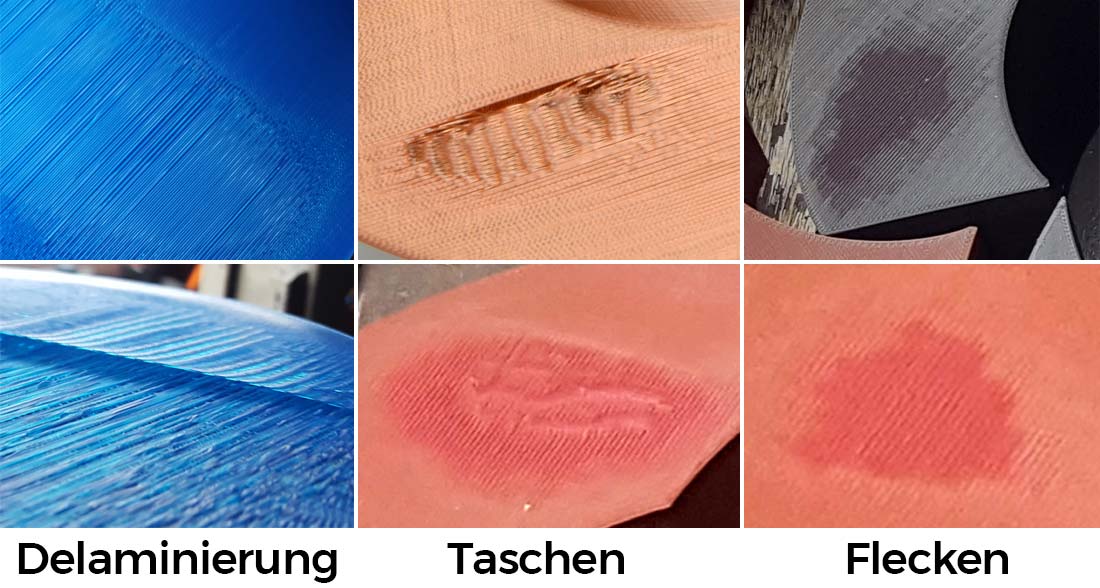
So sehen Druckfehler beim Deckeldruck hohler Objekte aus
Ein Problem, das beim Druck komplett hohler Objekte mit flachem Deckel auftritt (sowohl im Vasen- wie auch im Schichtenmodus) ist, dass ohne innere Stützstrukturen ab einer gewissen Deckel-Größe eine Delaminierung der Deckel-Schichten stattfindet, die auch durch mehr Schichten nicht kompensiert werden kann. Das Problem ist, dass das Gewicht des Deckels die Seitenwände nach innen zieht, was dazu führt, dass die Deckelschichten in der Mitte durchhängen, d.h. sich nicht mehr sauber mit der darüberliegenden Schicht verbinden und delaminieren, was zu hässlichen Taschen, Stellen mit einzelnen nicht verbundenen Extrusionen oder -im besten Fall- Flecken führen kann. Und da mehr Schichten auch immer mehr Gewicht bedeuten, wird dies nicht besser, wenn man z.B. statt 3 Deckelschichten einfach 6 druckt, denn die Seitenwände biegen sich dann einfach immer weiter nach innen. Das Problem ist, dass die erste Deckelschicht bereits so schwer ist, dass sie in der Mitte durchhängt und die Wände nach innen biegt.
Tricksen mit Kissen
Einen Trick, den wir im tagelangen Trial & Error-Verfahren nach zig Testdrucken herausgefunden haben, kann hier allerdings helfen: Wir drucken den Deckel nicht sofort in voller Dichte mittels einer Brückenschicht wie üblich bei hohlen Objekten, sondern bauen darunter eine Art "Kissen" auf, das ihn stützt und auf dem er ruhen kann, indem wir mit ein paar wenigen leichten Stützlinien anfangen und diese immer weiter verfeinern bzw. dichter machen. Durch einige sehr dünne Oberschichten runden wir das ganze ab und geben dem Druck eine perfekte Oberfläche.
Unsere Testdrucke für verschiedene Lösungsansätze
Hierzu haben wir alle möglichen Kombinationen aus Druckgeschwindigkeit, Extrusionsbreite, Schichtdicke, Schichtenanzahl, Infill-Muster, Füllwinkelvariationen und Infill-Prozenten sowohl für das "Kissen" wie auch den Deckel selbst ausprobiert, aber nur eine Einstellung hat funktioniert und schöne Deckel gedruckt, und die wollen wir Ihnen hier verraten.
Unsere Druckparameter sind natürlich 0% Fülldichte, 0.15mm dicke Schichten und eine einzige Außenschicht mit 0.5mm Extrusionsbreite, die sonstigen Extrusionen (z.B. Infill) sind 0.45mm breit - alles mit einem 0.4mm Nozzle. Das Brückenflussverhältnis (Bridge Flow Multiplier) stellen wir auf 0.7, die Infill/Kontur-Überlappung auf übliche 25%. Wir drucken mit PLA, denn das härtet am schnellsten, kann deshalb die weitesten Brücken drucken und macht damit die schönsten Deckel über Hohlräumen.
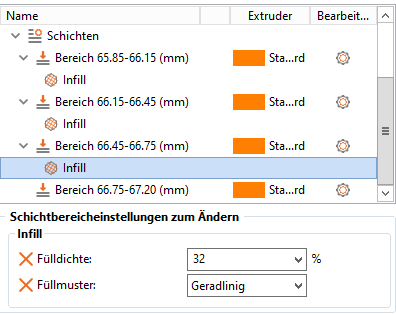
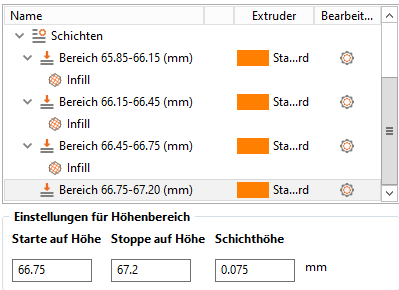
Wir verwenden den Höhenbereich-Modifizierer (Height-Range Modifier) in Prusaslicer bzw. Superslicer bzw. Slic3r, um unser Kissen aufzubauen und die dünnen obersten Schichten zu drucken, denn das ist am einfachsten. Dazu klicken Sie rechts aufs Objekt und wählen im Kontextmenü "Höhenbereich-Modifizierer" aus. Bei diesem können Sie dann die Schichtdicke und Höhe (Start bzw. Ende) definieren, in dem dieser zum Einsatz kommt, und mit dem kleinen Zahnrad können Sie den Parameter einstellen, den der Höhenbereich-Modifizierer ändern soll (in unserem Fall die Fülldichte).
Höhenbereichs-Modifizierer-Einstellungen in Prusa-/Super-/Slic3r
Als Füllmuster für das Kissen nehmen wir "Geradlinig" (Rectlinear), was nur gerade Linien zwischen den Wänden zieht und in jeder Schicht um 90 Grad gedreht wird. Ein Füllmuster wie "Gitternetz" (Grid) oder "Kubisch" (Cubic), das in derselben Schicht überlappende Linien hat, eignet sich hier nicht, da die Überlappungspunkte einen Filamentabriss zur Folge haben können, der in Extrusionen resultiert, die sich etwas nach oben "kräuseln", was sich dann im Druck letztendlich als hässliche "Pocken" an der Oberfläche auswirkt. Andere Füllmuster, die keine geraden Linien sind (Gyroid, Honeycomb, Octagram Spiral, Hilbert Curve etc) sind generell nicht möglich, da wir gerade Linien in die Luft zwischen den Außenwänden ziehen und an den Wänden "andocken", und somit keine Richtungswechsel im Infill möglich sind.
Wir beginnen mit 8% Infill, drucken damit 2 Schichten (damit ein volles Quadratmuster entsteht) und verdoppeln dann den Infill mit dem nächsten Höhenbereich-Modifizierer auf 16% und drucken wieder zwei Schichten. Durch die Verdoppelung stellen wir sicher, dass die Linien an derselben Stelle positioniert sind wie in der Schicht darunter, so dass die ersten 8% Infill-Linien nun schon zwei Schichten dick sind. Eine Variation des Füllmuster-Winkels zwischen den Schichten hat sich als nicht praktikabel erwiesen, denn damit bekommt man keine konsistente ebene Fläche hin. Wieder zwei Schichten weiter oben verdoppeln wir den Infill erneut, diesmal auf 32%. Jetzt sind die ersten 8% Linien schon 3 Schichten dick, was Stabilität verleiht, ohne dass der Deckel zuviel Gewicht kriegt. Im Endeffekt haben wir jetzt etwas mehr als eine ganze Deckelschicht gedruckt (2*8+2*16+2*32=112%), aber dadurch, dass wir diese auf insgesamt sechs Schichten verteilt und ganz leicht mit 8% angefangen haben, ist der Durchhäng-Effekt minimal. Andere Infill-Kaskaden, z.B. 7/14/28% oder 9/18/36% sind ebenfalls denkbar, essentiell wichtig ist nur die Verdoppelung alle 2 Schichten bei geradlinigem Füllmuster. "Kissen" im Slicer-Preview
Zum Abrunden noch glatte Oberschichten
Über dem Kissen drucken wir dann den Deckel wie normal in 3 Schichten und ebenfalls mit Geradlinigem Infill, beginnend mit einer Brückenschicht (blau in der Slicer-Vorschau), die nur jetzt nicht mehr über dem offenen Innenraum hängt, sondern auf dem darunter gedruckten Kissen liegt, was sie vor dem Durchhängen bewahrt. Andere 100% Infill-Pattern wie Concentric, Hilbert Curve oder Octagram Spiral resultieren in einer inkonsistenten Oberfläche.
Die oberste schicht halbieren wir per Modifizierer von 0.15mm in zwei 0.075mm-Schichten
Am Ende halbieren wir -ebenfalls via Höhenbereich-Modifizierer- die Schichtdicke auf 0.075 Millimeter um die letzte Schicht auf zwei aufzuteilen, wobei wir für die alleroberste Schicht natürlich Monotonischen Infill nehmen, damit die Oberfläche konsistent nur in einer Richtung gedruckt wird. Zusätzlich reduzieren wir die Extrusionsbreite der oberesten Schicht (Oberes massives Infill) von 0.45mm auf 0.4mm. All dies ist nicht zwingend nötig, gibt aber eine extra glatte Oberfläche, denn für Slicer-Features wie Ironing (Glattbügeln der obersten Schicht) ist die Oberfläche dann doch nicht glatt bzw. stabil genug - man kann ja auch kein Kleidungsstück bügeln, wenn es zwischen zwei (dünne!) Stäbe aufgespannt ist! Ironing sollte also nicht-hohlen Objekten vorbehalten bleiben.
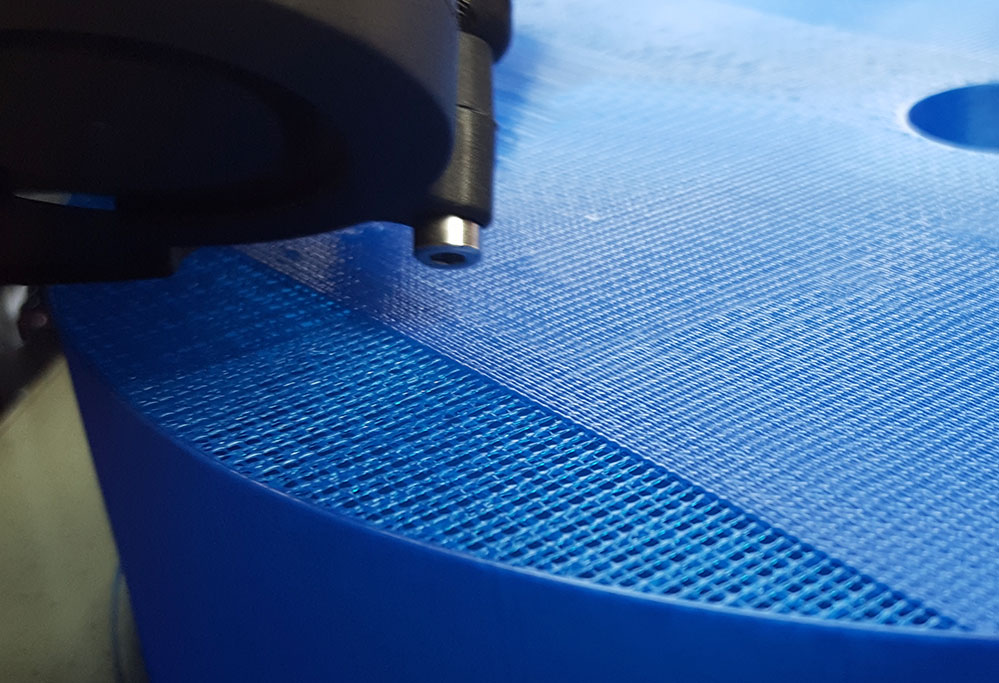
So sauber sieht die Brückenschicht auf dem "Kissen" in der Praxis aus
Fazit
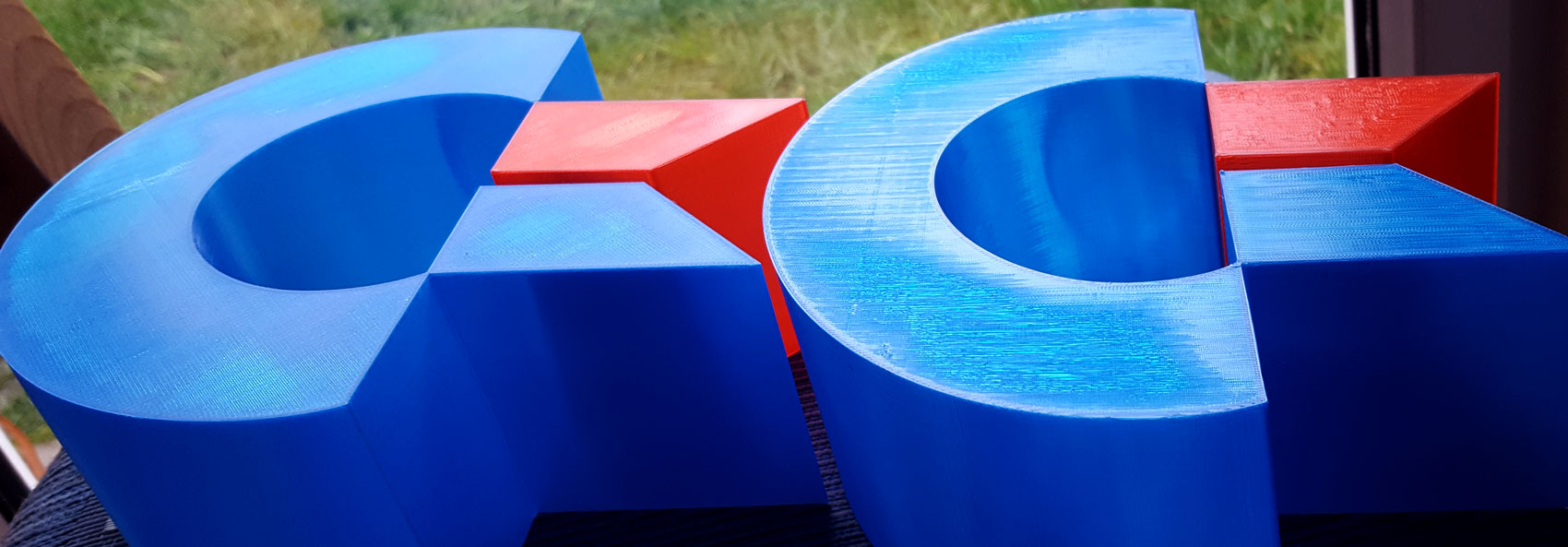
Bitte bedenken Sie, dass auch dieser Trick keine Wunder bewirken oder Newtons Gesetze aushebeln kann, d.h. ein völlig hohler Zylinder mit 23cm Durchmesser und nur einer Außenschicht z.B. wird auch dadurch keinen perfekten Deckel kriegen. Denn das Gewicht der Deckelschicht ist hier einfach zu groß für eine einzige Außenwand (und ja, wir haben's ausprobiert!). Aber die Größe der sauber druckbaren Deckel nimmt damit doch erheblich zu. Derselbe Druck, links mit Kissen, rechts ohne
Aktionsartikel! Die Anzahl der Artikel ist pro Bestellung limitiert auf {{cart.alerts.maxQuantityLimit}} Stück.
Mindermengenzuschlag
Kaufen Sie noch für {{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum)* cart.options.current_vat | euroCurrencyLast }} incl. MwSt. ({{ (cart.result.extraChargeThreshold - cart.result.pureBasePriceSum) | euroCurrencyLast }} o. MwSt.) ein und der Mindermengenzuschlag entfällt.
{{ckc.keywords}}
Versandkosten pro Bestellung
Standard-Versandkosten
bis {{info.threshold-0.01 | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
ab {{info.threshold | euroCurrencyLast }} Bestellwert (inkl. Mwst.)
{{countryCompanies.countryName}}
mit {{company.name}} {{company.price1 | euroCurrencyLast}}
mit {{company.name}} {{company.price2 | euroCurrencyLast}}
Hinweis für gewerblichen Kunden: Versandkosten sind inklusive der MwSt.